Hallo und frohe Ostern.
Ich bin 53 Jahre alt und begeisteter Holz(Hobby)Handwerker.
Ich würde gerne mit den oben genannten (vorhanden) Teilen ein grobes Gewinde auf ein 50mm großes Stück holz fräsen.
Hierzu habe ich leider meine Probleme da ich mit der programmierung des UNO nicht klarkomme.
Was habe ich bis jetzt:
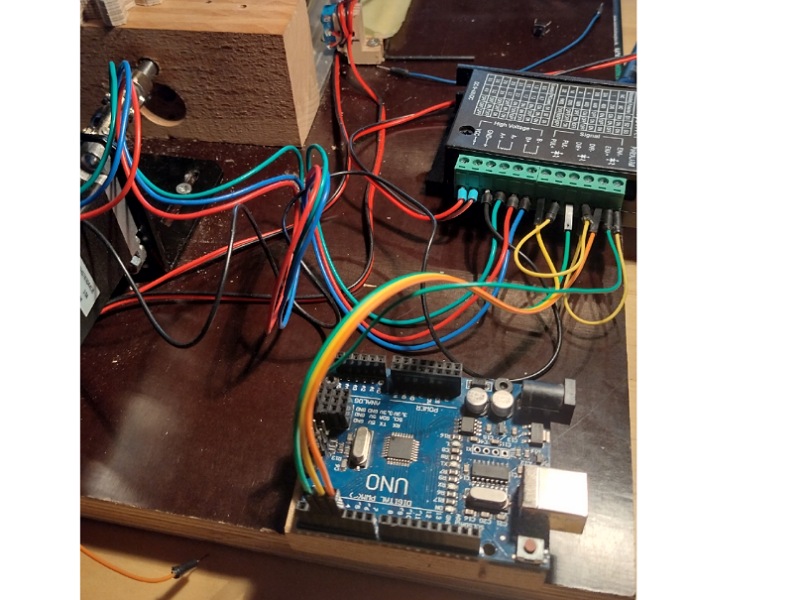
- Die Hardware ist aufgebaut, einen NEMA 23 (3A, 1,8°) mit dem Treiber und mit dem UNO verbunden,
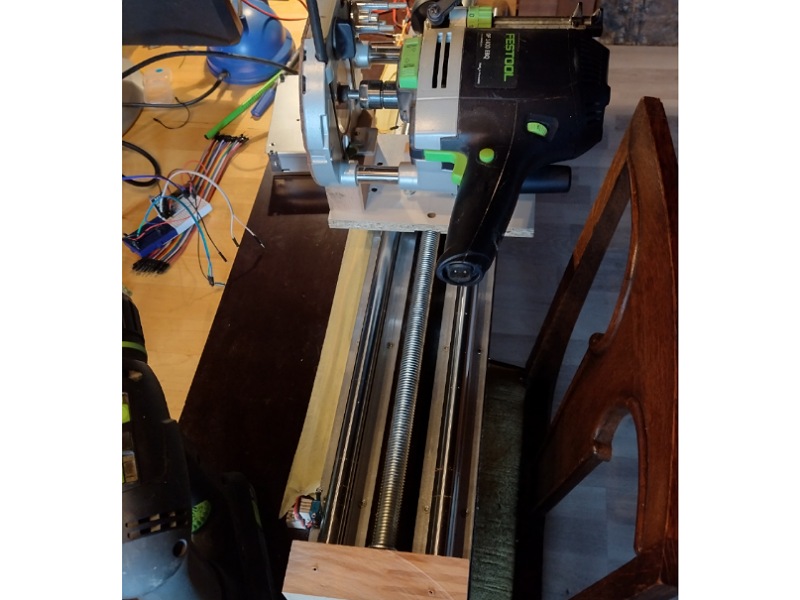
- Eine M18 Gewindestange über eine Kadanwelle mit dem Nema verbunden,
Die Gewindestange treibt einen Linearantrieb mit einen Schlitten an auf der meine Oberfräse zum fräsen des Gewindes ins Holz sitzt. - Je ein Entschalter vorn und hinten verbaut um den Motor nicht zu weit laufen zu lassen.
Ich bin leider blutiger Laie, kann aber LIBs einspielen oder bekomme auch Sachen zum laufen.
Leider gibt das Netzt nicht allzuviel Preis über Schrittmotorensteuerung.
Warum drechsele ich kein Gwewinde?
Zum einen habe ich keine Drechselbank und zum anderen könnte ich mir vorstellen das ich das nicht paralel hin bekommen würde.
Gibt es jemanden hier den ich um Rat bitten könnte?
Ist es möglich über dieses Portal auch Bilder hoch zu laden?
Gruß Uli