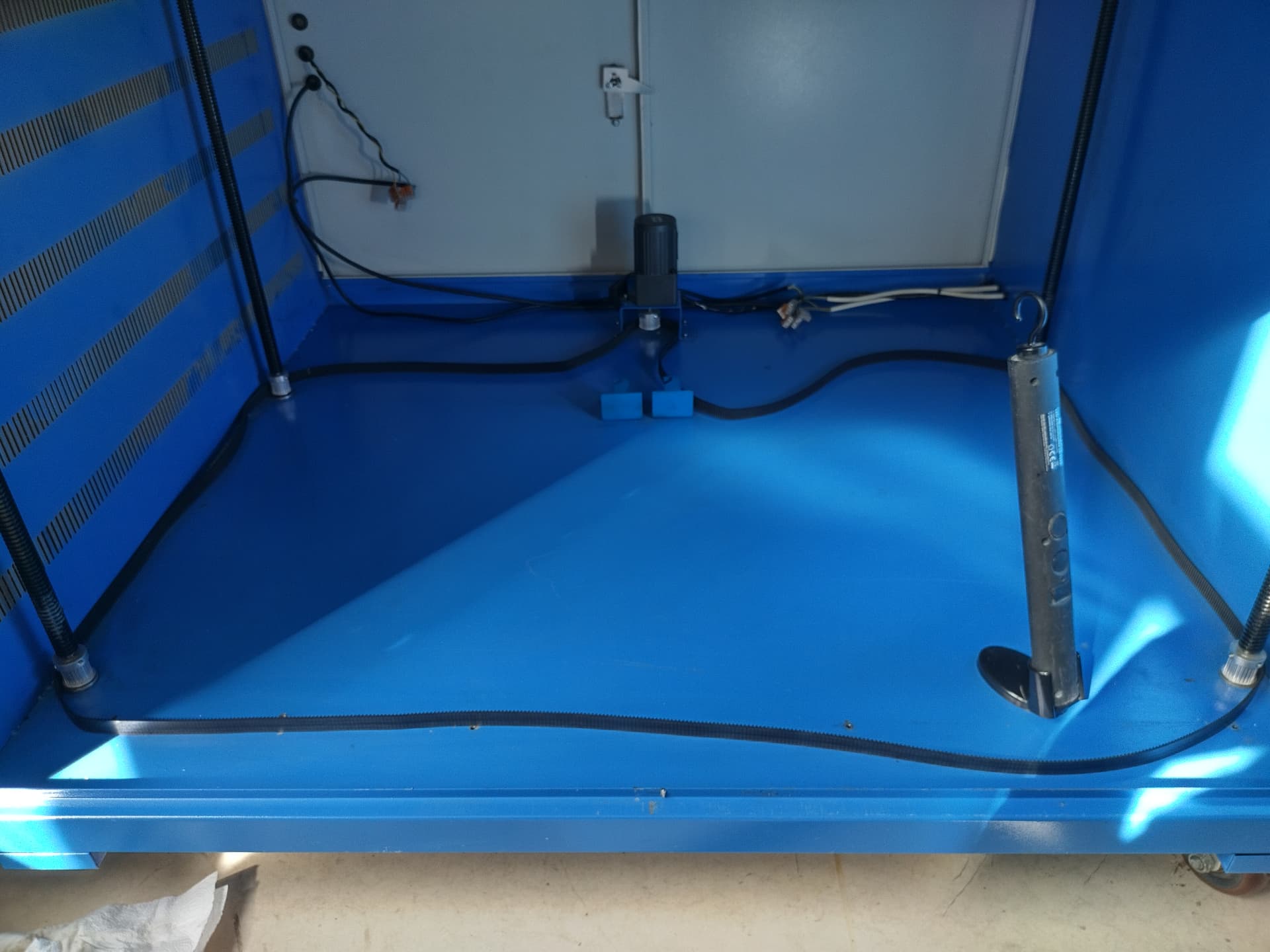
Nach dem sich an der Höheneinstellung unseres Druckbettes ein Spindelantrieb gelöst hatte, haben wir heute die Reparatur vorgenommen und dabei die gesamte Antriebsmimik inspiziert.
Als die Bodenbleche entfernt und die Umlenkrollen gelöst waren lag der Antrieb vor unseren Augen.
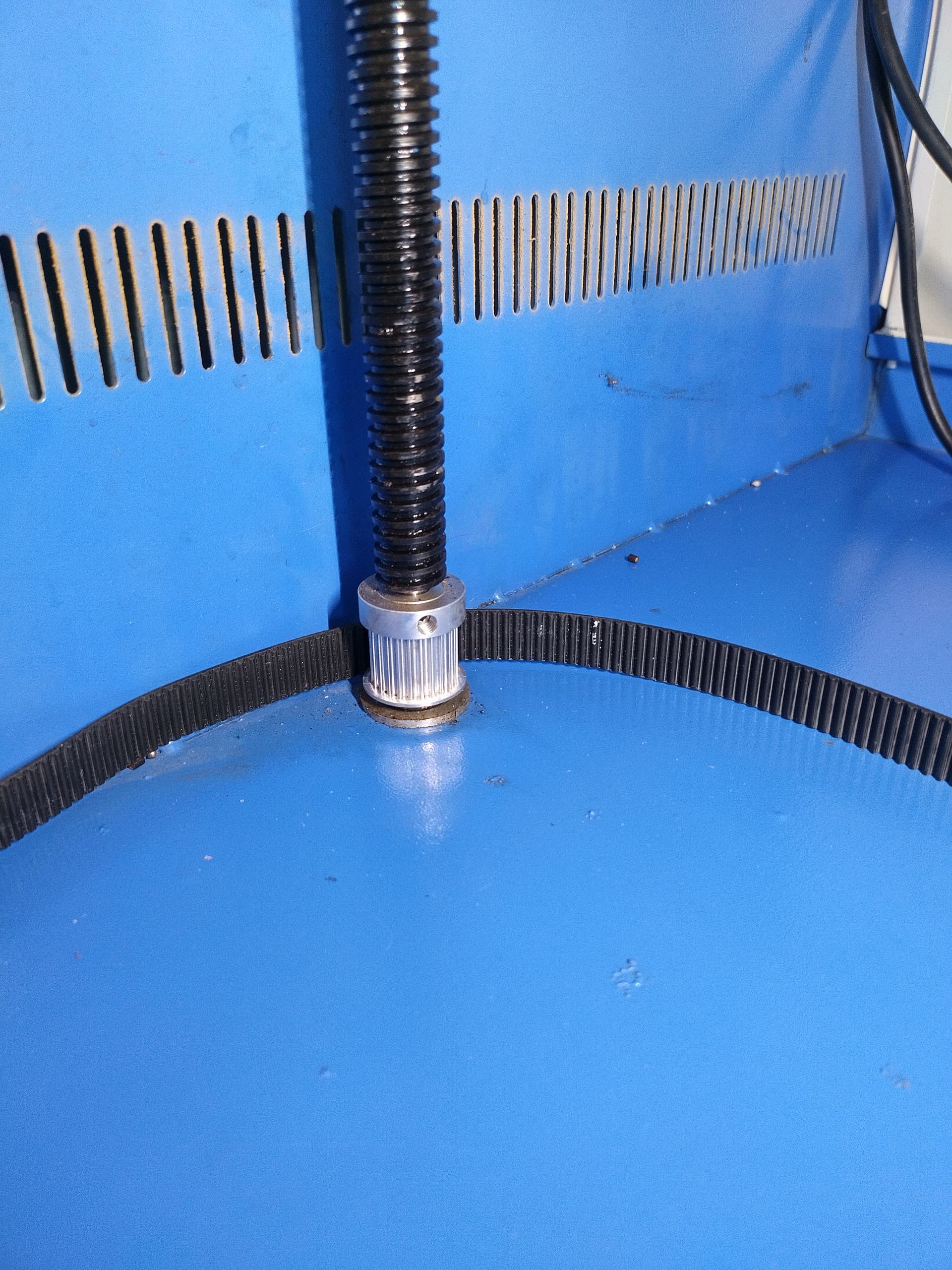
Letztendlich hatten sich nur die Madenschrauben gelöst. Bei Prüfung der weiteren Spindeln hatte sich herausgestellt, dass dort auch nur noch recht lose Verbindungen ihren Dienst taten. Es wurden alle Madenschrauben auf Funktion geprüft bzw. wieder in Funktion gebracht.
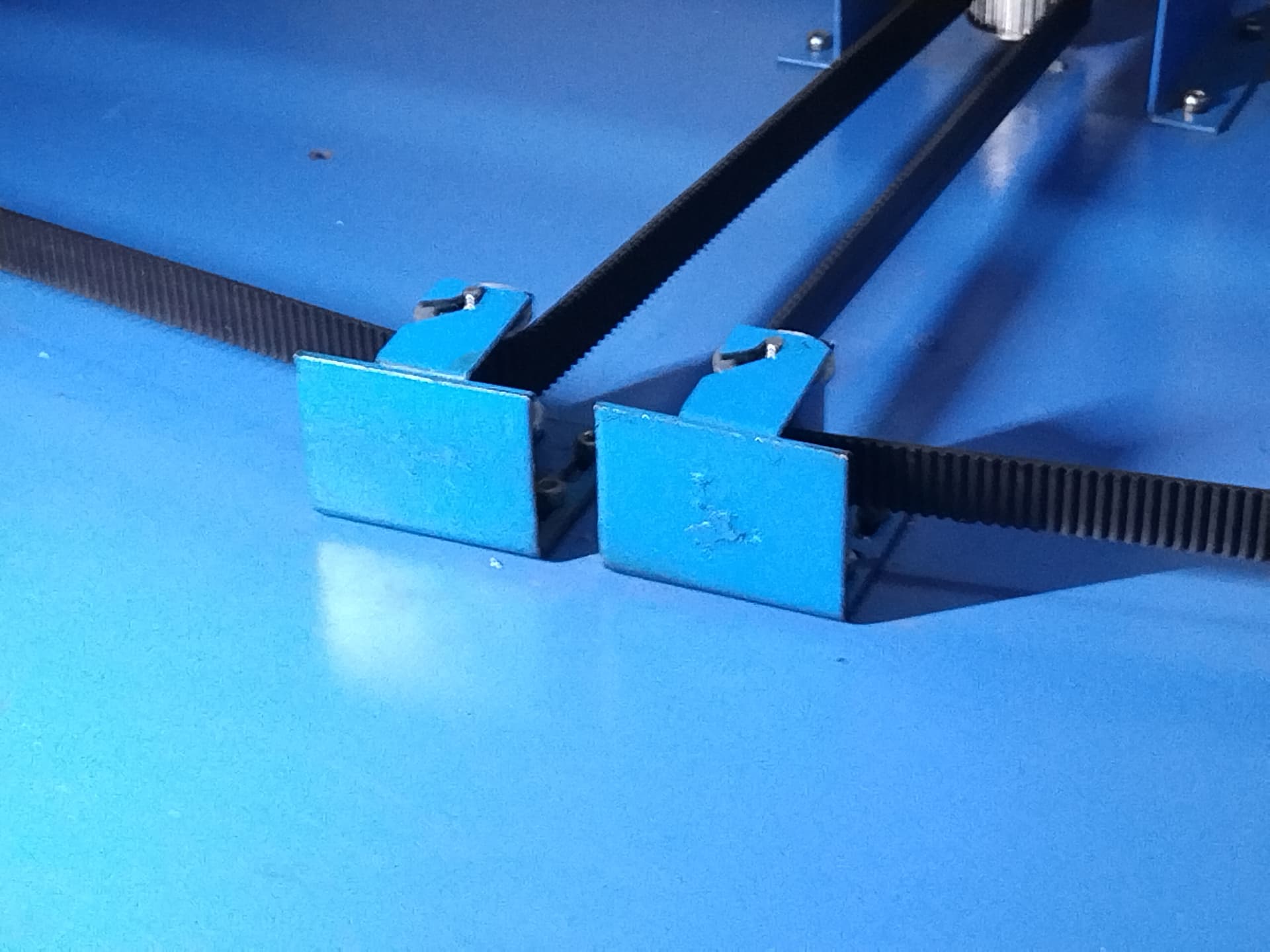
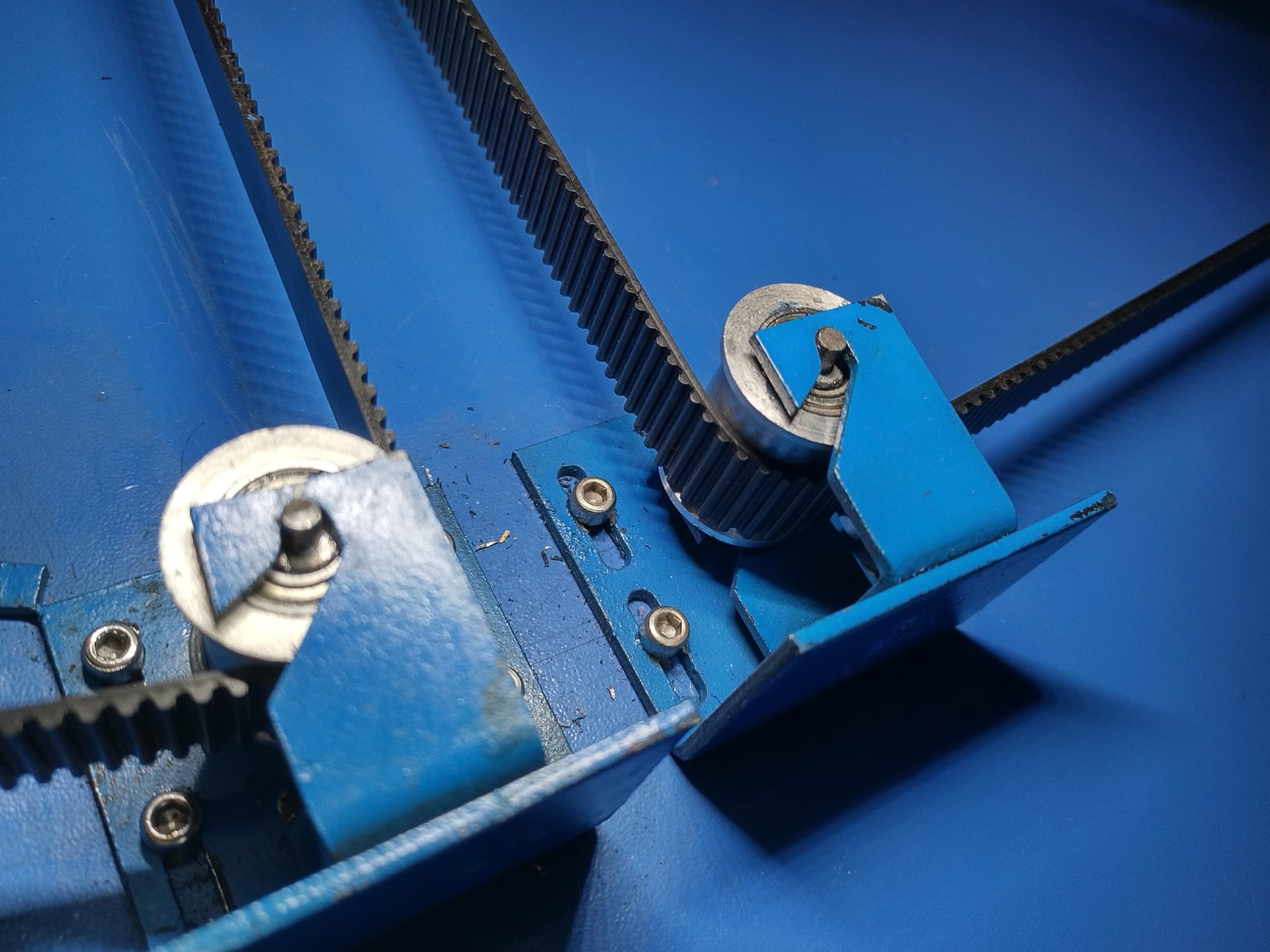
Bei der weiteren Inspektion sind auch die Spannrollen geprüft worden. Hier ist es so, dass sich mindestens von einer Spannrolle ein Kugellager nur noch erschwert dreht. Dieses Kugellager schien auch ein wenig (durch unsanfte Behandlung?) malträtiert. In Folge der erschwerten Gangbarkeit dreht sich hin und wieder die Achse mit. Manchmal mitgedreht hat sich auch die Achse der zweiten Spannrolle.
Auffällig war zudem (besonders in der linken Halterung), dass offensichtlich durch die Drehbewegungen der Spannrollenachse oben in den Aussparungen der Halterungen leichter Abrieb festzustellen ist. Hier wäre eine fixierte Achse mit eckigen Enden bestimmt die bessere Lösung. Erst auf dem Bild m.E. erkennbar ist auch, dass die linke Halterung verbogen erscheint.
Alles in Allem sollten wir hier nochmals kritisch drauf schauen.
Nach dem der Spannriemen wieder gespannt war wurde die Höheneinstellung der Druckplatte justiert. Hier haben wir versucht an der doch sehr instabilen Gesamtkonstruktion bei einer Toleranz innerhalb von weniger als einem Millimeter zu bleiben. Abschließend wurden noch die Linsen gereinigt.
Ein erstes Laserergebnis (mit 3 mm MDF/HDF) hat zumindest bekannte Einstellungen bestätigt.
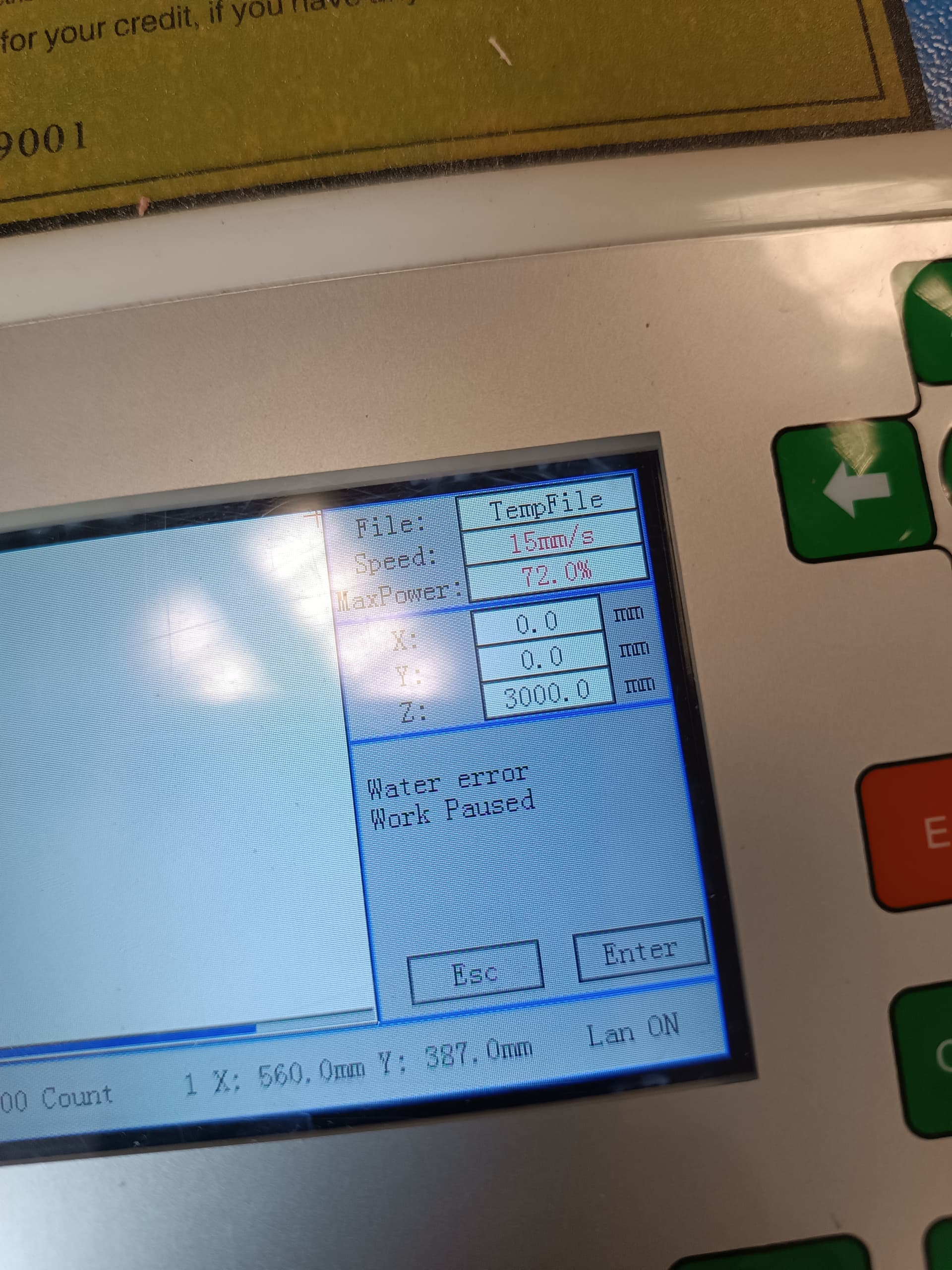
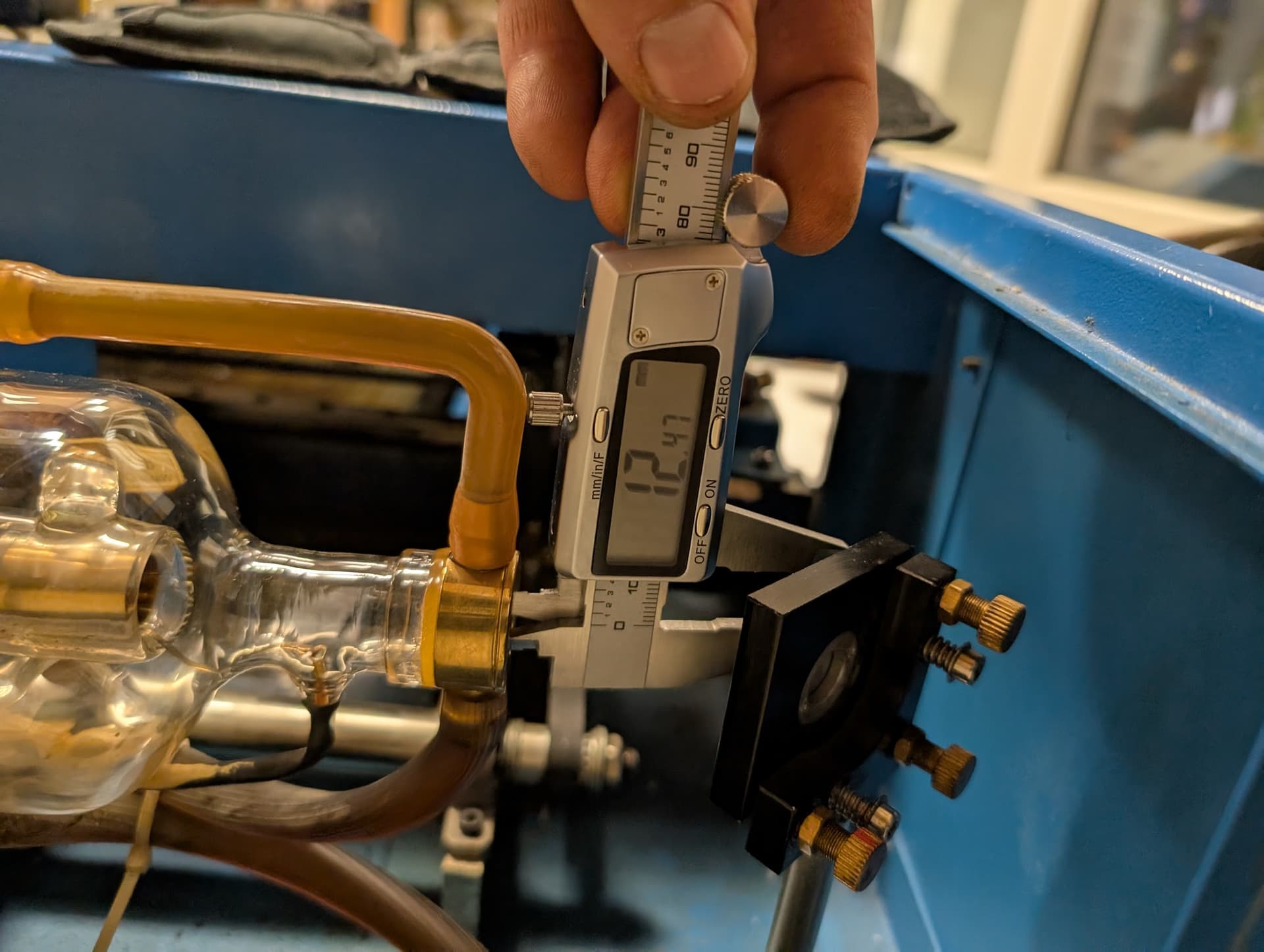
Ich hatte gestern und heute jeweils zweimal den „Water Sensor Error“. Das erste Mal trat er mitten im Durchgang auf, das zweite Mal bereits beim Start. Der Wasserfluss aus der Gartenpumpe war in Ordnung, jedoch erschien mir der Rücklauf ins Becken etwas schwach. Ich habe den Sensor ausgebaut und von beiden Seiten durchgespült. Danach funktionierte alles wieder, allerdings nur beim anschließenden Testlauf. Die Wasserdurchflusssensoren geben erfahrungsgemäß nach einigen Jahren langsam den Geist auf. Das gesendete Signal an den Controller wird schwächer, wodurch es zur Abschaltung kommt bzw. der Job nicht gestartet wird. Das hatte ich auch schon bei meinem Laser.
Bei der Fehlersuche ist mir außerdem aufgefallen, dass die Wassertemperatur bei 27,3 °C lag – also leicht über der empfohlenen Maximaltemperatur für Röhren.
Da der Sensor wiederholt gestreikt hat, würde ich kurzfristig einen Austausch anstoßen. Da diese Sensoren bei AliExpress für unter 10 € angeboten (10mm Version nötig) werden, hält sich der Aufwand meiner Meinung nach auch im Rahmen.
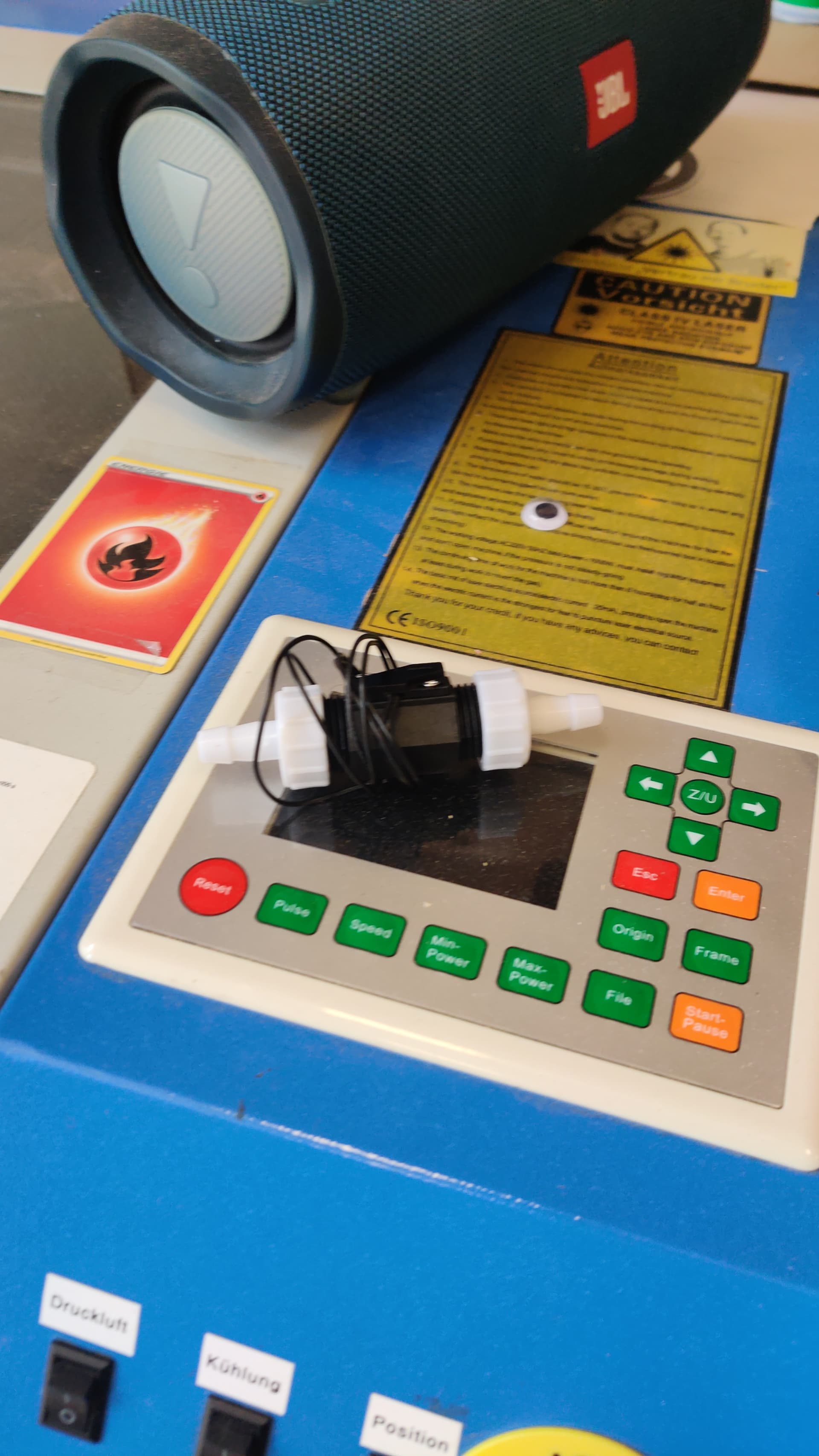
Eingebaut, getestet und für gut befunden. Fließrichtung beachtet und beide Kabel ordentlich angeschlossen. Die Jobs starten problemlos, beim Zusammendrücken des Zulaufes stopt der Laser direkt. Alles prima, der Sensor ist top.
Bett wieder eingebaut und fest it der Aufhängung verschraubt
Nachdem wir beim letzen demontieren des Betts festgestellt haben, dass die Trapezmuttern beachtliches Spiel im rechten Winkel zur Spindel selber haben, dies aber scheinbar verlgeichbar bei allen 4 Muttern ist beschlossen, diese vorerst so zu belassen.
Das Bett einzubauen ging soweit Problemlos von statten, nur dass wir etwas irritiert waren, dass vorne Rechts eine andere Schraube als an den 3 anderen Ecken verbaut ist, was einen anderen Imbus erfordert, wir haben hier am Rahmen selber eine Notiz dazu hinterlassen für zukünftige arbeiten.
vertikales Spiel in den Z-Achsen Spindeln mit einer Unterlegscheibe minimiert
Beim einbau des Betts ist uns aufgefallen, dass die Trapezspindeln vertikal Spiel haben, was beim Einstellen des Betts dazu führen kann, dass sich eine Spindel „hoch zieht“ und somit ein einstellen verfälscht. Um dieses Spiel zu minimieren haben wir eine Unterlegscheibe zwischen Trazepspindel und oberer Halterung hinzugefügt, dies hat das Spiel von ~1mm auf nahezu 0 reduziert.
Bett mit einer Messuhr auf ± 0.01mm vertikal zur Linse ausgerichtet
Wir haben an dem Laserkopf eine Messuhr mit doppelseitigen Klebeband befestigt und haben wiederholt 4 Ecken (50,0 / 50,470 / 820,470 / 820/0) angefahren und auf einem kleinen Stück HDF gemessen.
An einer beliebigen Ecke haben wir „genullt“ indem wir die an der Stelle ein ~10x10cm Plättchen MDF untergelegt haben und die Z-Achse über die elektrische Höhenverstellung so eingestellt haben, dass wir die Messuhr ca. 1mm hoch gedrückt haben, wichtig dabei ist, dass man unten schaut, dass in der Z-Position die Madenschrauben aller Trapezspindeln erreichbar sind, weil die elektrische Höhenverstellung wärend des Einstellens nicht verändert werden darf.
Danach haben wir die nächsten Ecken auf ± 0.01mm ausgerichtet indem wir die Madenschrauben der Z-Spindel in der Ecke gelöst, die Trapezspindel vorsichtig gedreht haben um die Ecke auszurichten und danach die Madenschrauben wieder fixiert haben. Da wir nicht direkt über den Z-Spindeln messen können muss dieser Vorgang so oft wiederholt werden (2-4 mal sollte reichen) um insgesamt die toleranz von max. ±0.01mm an den Ecken zu erreichen.
Anmerkung: Das Wabenbett selbst weißt jedoch in sich eine Toleranz von Schätzungsweise ±1mm, die wir beim bewegen zu den anderen Ecken feststellen konnten.
Ich habe ein paar „krassere“ stellen mit einem Stück MDF und vorsichtigen Schlägen des Gummihammers wieder etwas ausgeglichen, die „krasseren“ erhabenen stellen kann man ganz gut mit der Handfläche spüren indem man über die Wabenplatte mit der Hand drüber streicht. Vor allem hinten Links ist eine stärkere Macke in der Wabenstruktur.
Vortest nach dem Ausrichten/Stabilisieren des Betts
Nach dem Betteinbau haben wir dann einen „Vortest“ gemacht um zu schauen, ob die Ausrichtung schon die Ungleichmäßigkeit der Laserleistung beheben konnte indem wir 5 Tests an den Ecken + Mitte durchgeführt haben.
Der Testschnitt ist jeweils ein Kreis mit 20 kleineren Kreisen, die von 10mm/s bis 110mm/s in 5mm/s Schritten schneller werden. (3 Durchgänge)
Ziel dieses Tests ist festzustellen, ob die Schnittleistung an verschiedenen Stellen gleich ist oder sich unterscheidet.
Der Vortest war ziemlich gravierend, die obere Ecke hat schon bei 110mm/s alles durch geschnitten, während unten Links kaum gerade so 10mm/s geschafft hat, d.h. wir haben hier über das Bett verteilt teilweise Leistungsunterschiede von ~90%…
Ausrichten des Lasers nach der reverse alignment Methode mit einem Laserpointer im Laserkopf
Endlich bei dem Angekommen, was ich eigentlich vor hatte mit dem Laser, bevor wir in diverse Kaninchenbauten abgetaucht sind…
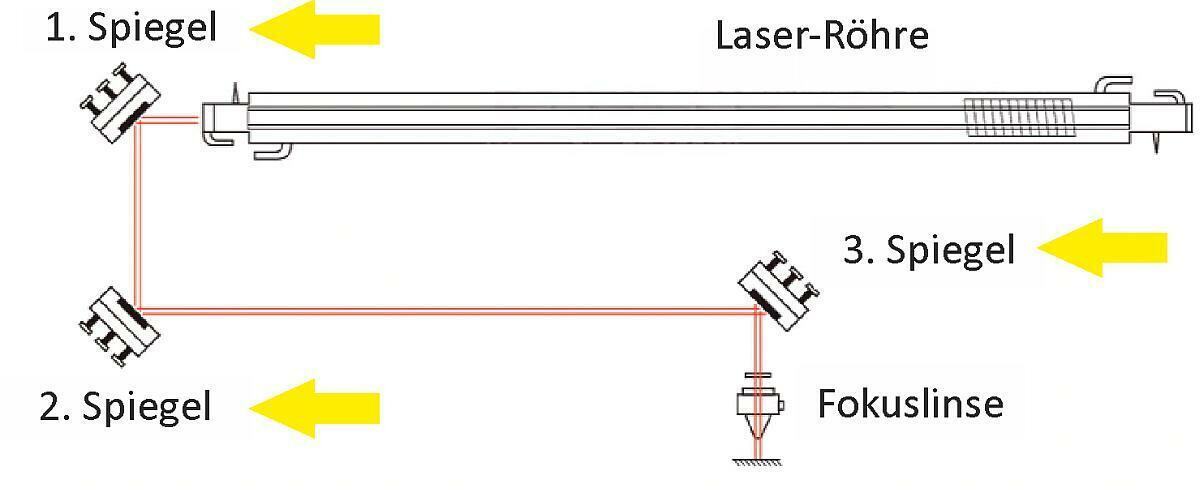
Zum Verständnis, bei der reverse alignment Methode ist der Gedanke, dass man die Linse im Kopf durch einen Laserpointer ersetzt, der dann Rückwärts über die Spiegel bis zur Röhre zurück geht und das Ausrichten erleichtern soll.
Wir haben also den Laserpointer eingebaut und angefangen den „dritten“ (übliche Bezeichnung für den Spiegel am Kopf, da es der 3. ausgehend von der CO2 Röhre ist) Spiegel am Kopf des Lasers auszurichten. Dafür haben wir den Kopf immer wieder von Links nach Rechts bewegt, beobachtet wie die Position des Laserpointers an der Linken (nah/close) und der Rechten (fern/distant) sich verändert.
Danach haben wir mit den Stellschrauben am Laser versucht den Punkt so einzustellen, dass er sich zwischen den beiden X Positionen des Kopfes nicht mehr verändert, hierfür ist die ACD Methode hilfreich zu verstehen: https://www.youtube.com/watch?v=7GAL4EGpmWE
Nach einigen hin und her probieren haben wir es halbwegs hin bekommen, jedoch festgestellt folgendes festgestellt:
wir bekommen den Punkt zwar horizontal Mittig ausgerichtet aber nicht vertikal mittig, selbst wenn der Spiegel quasi schon auf liegt, d.h. theoretisch müssten wir den Laserkopf selbst vertikal anheben, was die aktuelle Befestigung jedoch nicht vorsieht, ggf. müssten wir hier mit Unterlegscheiben oder einem anderen Distanzstück arbeiten. Auch der 2. Spiegel der Links fest an der X Achse verbaut ist lässt sich zwar in X und Y verstellen, nicht jedoch in der Z Achse.
das „wackeln“ beim des Punktes beim bewegen der X Achse konnten wir höchstwahrscheinlich auf die Linearschiene zurück verfolgen, scheinbar ist diese nicht sauber gerade verbaut, sondern hat einen leichten Bogen in der Mitte, dies könnten wir in der Zukunft noch durch lösen der Schrauben und erneutes fest Schrauben mit einer Ausrichthilfe korrigieren.
Nach dem 3. Spiegel haben wir uns dann an den 2. Spiegel Links an der X-Achse gemacht und diesen so gut wie möglich nach hinten zum 1. Spiegel ausgerichtet und Anschließend den 1. Spiegel Mittig auf die Laseröffnung.
Soweit so gut und die Theorie, bei der ersten Testpulsfeuerung hat die Laserröhre dann jedoch nicht mal den 2. Spiegel getroffen. Also mussten wir wahrscheinlich noch die Röhre ausrichten, in der Richtung, in der wir sie hätten ausrichten müssen war sie jedoch mit Schrauben ohne Verstellmöglichkeit/Schlitz verbaut, so dass wir an der Stelle stattdessen versucht haben den 1. Spiegel nun so einzustellen, dass die Röhre den 2. Spiegel mittig trifft.
Dies haben wir auch soweit hin bekommen und dann bis zum Laserkopf soweit getestet, dass der Laserstrahl bis dort ankommt.
Da uns an diesem Tag dann auch langsam die Zeit weg lief haben wir das ganze „abgeschlossen“ um einen Nachtest durchzufürhren.
Das Ergebnis war ehrlich gesagt erstmal etwas frustrierend, wir haben immer noch massiv unterschiedliche Leistung an verschiedenen stellen, jetzt gerade sogar etwas „schlechter“ als vor der Spiegel Justierung.
Fazit und weiteres Vorgehen
Positiv ist denke ich erstmal, dass wir das Bett empirisch mit der Messuhr ausrichten konnten und das Spiel in der Z-Achse erkannt und minimiert haben.
Vor und Nachtest sind alles andere als Schön und „beweisen“, dass wir hier definitiv nach wie vor ein Problem mit der korrekten/exakten Ausrichtung der Optischen Komponenten haben.
Ich habe gestern nach dem ganzen auch nochmal weiter geschaut und recherchiert, dieses Video war dabei das „beste“ was ich für die vollständige Ausrichtung von der Röhre bis hin zur Linse gefunden habe und als Grundlage für die nächste Kalibrierung nutzen werde:
Um diese Anleitung durchführen zu können habe ich gestern schon eine andere Aufhängung für die CO2 Röhre gedruckt, die eine Ausrichtung in der Röhre ermöglicht, was unsere aktuelle Aufhängung nur sehr begrenzt und fummelig erlaubt. (Die Aufhängung ist eine einfache „Schelle“ um die Röhre mit Gummistücken als Isolierung).
zusätzlich würde ich schauen, dass ich die Höhre des 2. oder 3. Spiegel s mit unterlegscheiben oder ähnlichen MItteln so anpasse/anhebe, damit der Strahl wirklich mittig verläuft.
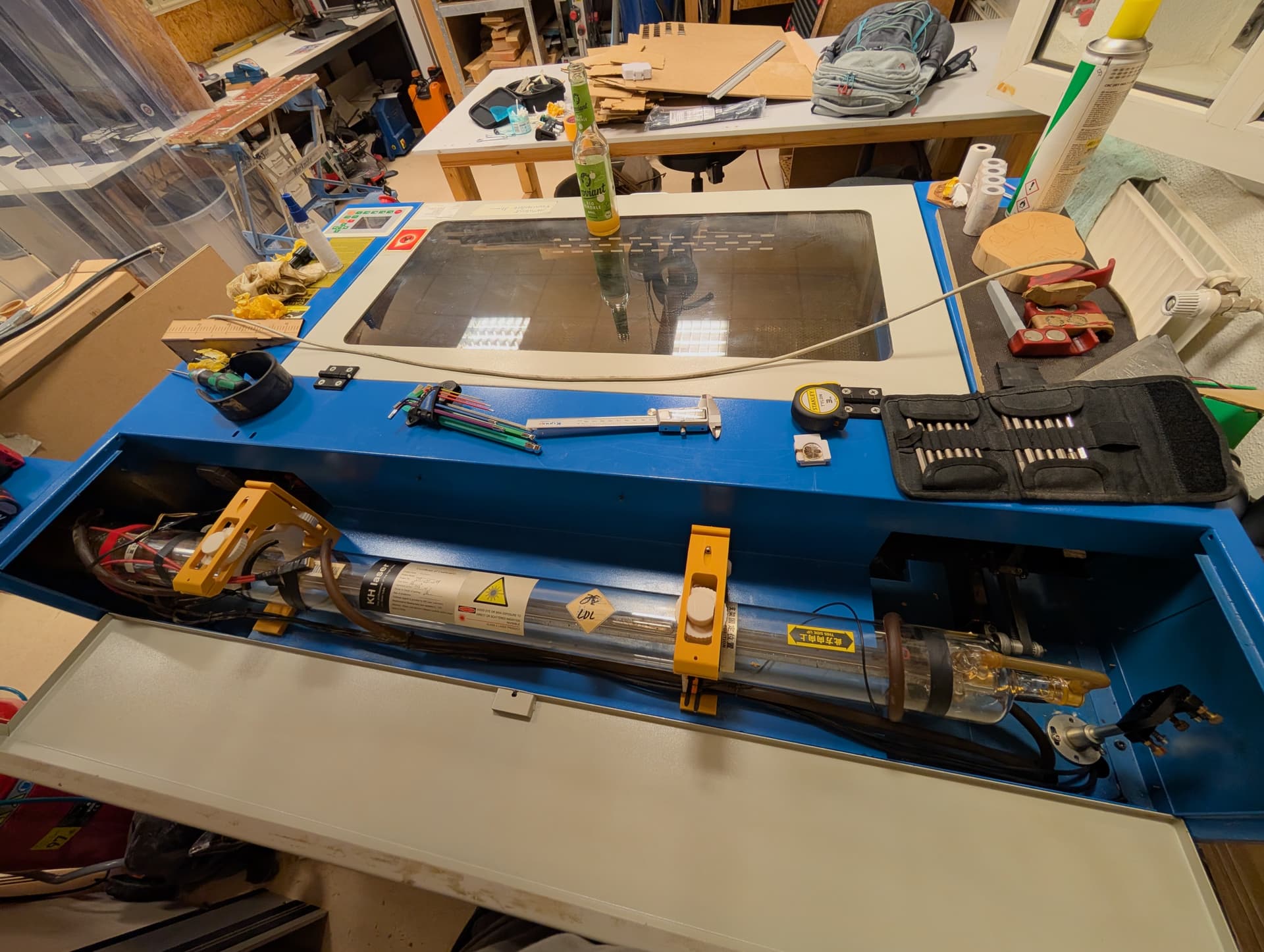
Nach einer kleinen Ruhepause haben wir gestern und heute weiter an dem Lasercutter gearbeitet:
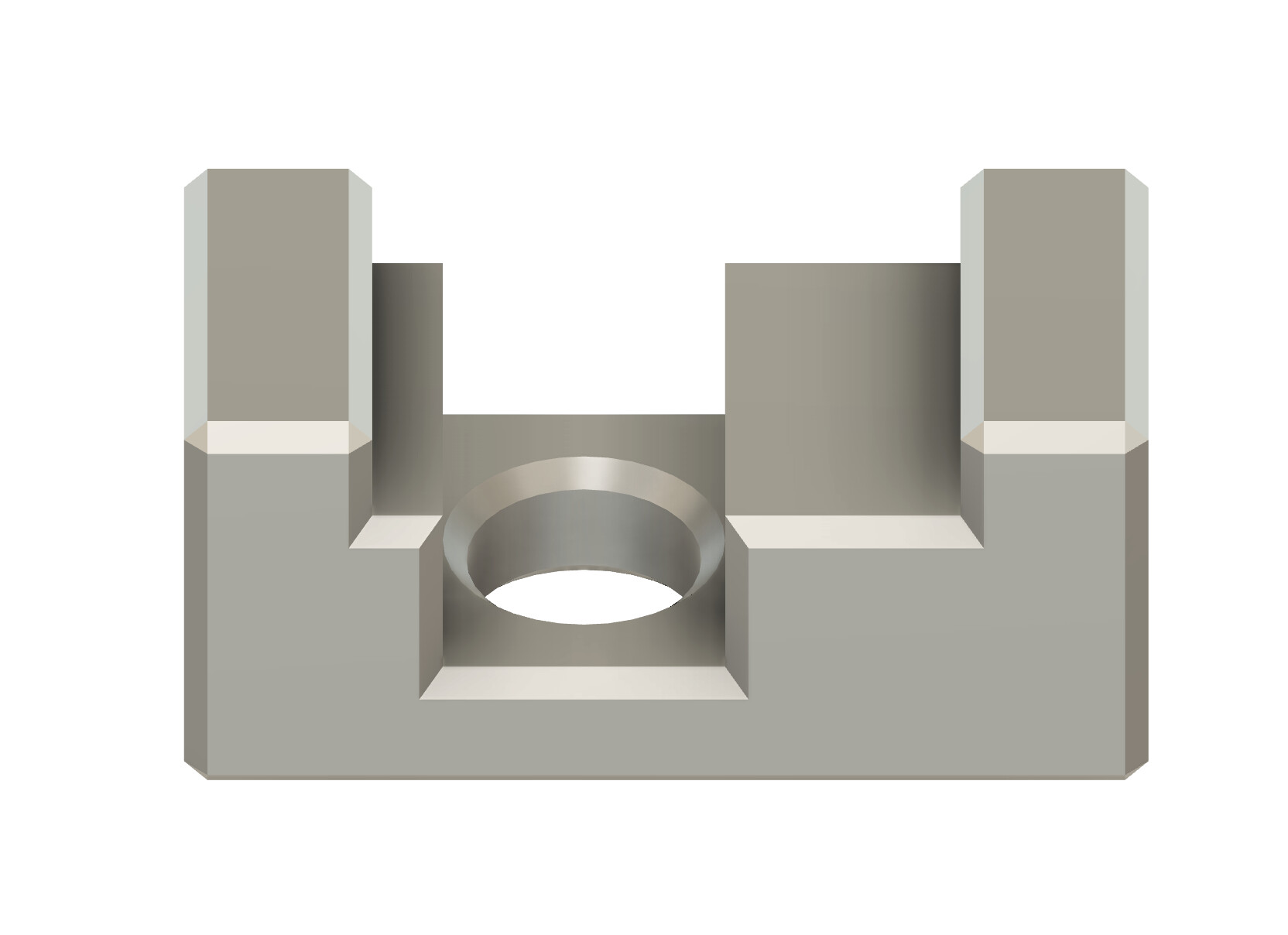
neue Halterung für die CO2 Röhre mit Seiten&Höhenverstellung, Habe bei Printables ein Design gefunden was in die richtige Richtung ging aber für uns nicht passte. Daher habe ich da drauf basierend den Entwurf überarbeitet, hier ein vorher und nachher Bild, haben die Röhre in dem Zuge auch einmal von Außen sauber gemacht.
Da wir fest gestellt hatten, dass die Linearschienen scheinbar nicht zuverlässig linear verlaufen habe ich 2 Ausrichthilfen entworfen mit denen die Linearschienen gelöst, mit der Ausrichtliche ausgerichtet und wieder fest geschraubt werden kann.
Hier ein kleines Video in dem das Prinzip des Ausrichtens mit so einer Ausrichthilfe erklärt wird:
Die Ausrichtung hat Martin heute auch bereits durchgeführt, haben aber noch keine Tests nach dem ausrichten gemacht, so dass ich hier noch keine Aussage treffen kann ob es real geholfen hat. Kann nämlich auch sein, dass die Schienen, auf denen die Linearschienen befestigt sind auch nicht linear sind.
die never Ending Story des Ausrichtens…
Habe gestern nach dem installieren der neuen Halterungen schon wieder ein paar Versuche unternommen die Spiegel korrekt auszurichten, was sich mit der klassischen Methode „Klebeband + Puls“ leider als sehr Zeitraubend und lästig erweißt.
Hatte dann auch nochmal die reverse Alignment Methode ausprobiert, die deutlich leichter von der Hand geht aber am letzten Schritt, dem ausrichten der Röhre zum Rest dann scheitert, weil man zwar den Eintritt des Laserpoints in die Röhre aber nicht die ausrichtung der Röhre dazu vernünftig hin bekommt, weil man visuell keine Möglichkeit hat den roten Punkt am anderen Ende der Röhre zu sehen.
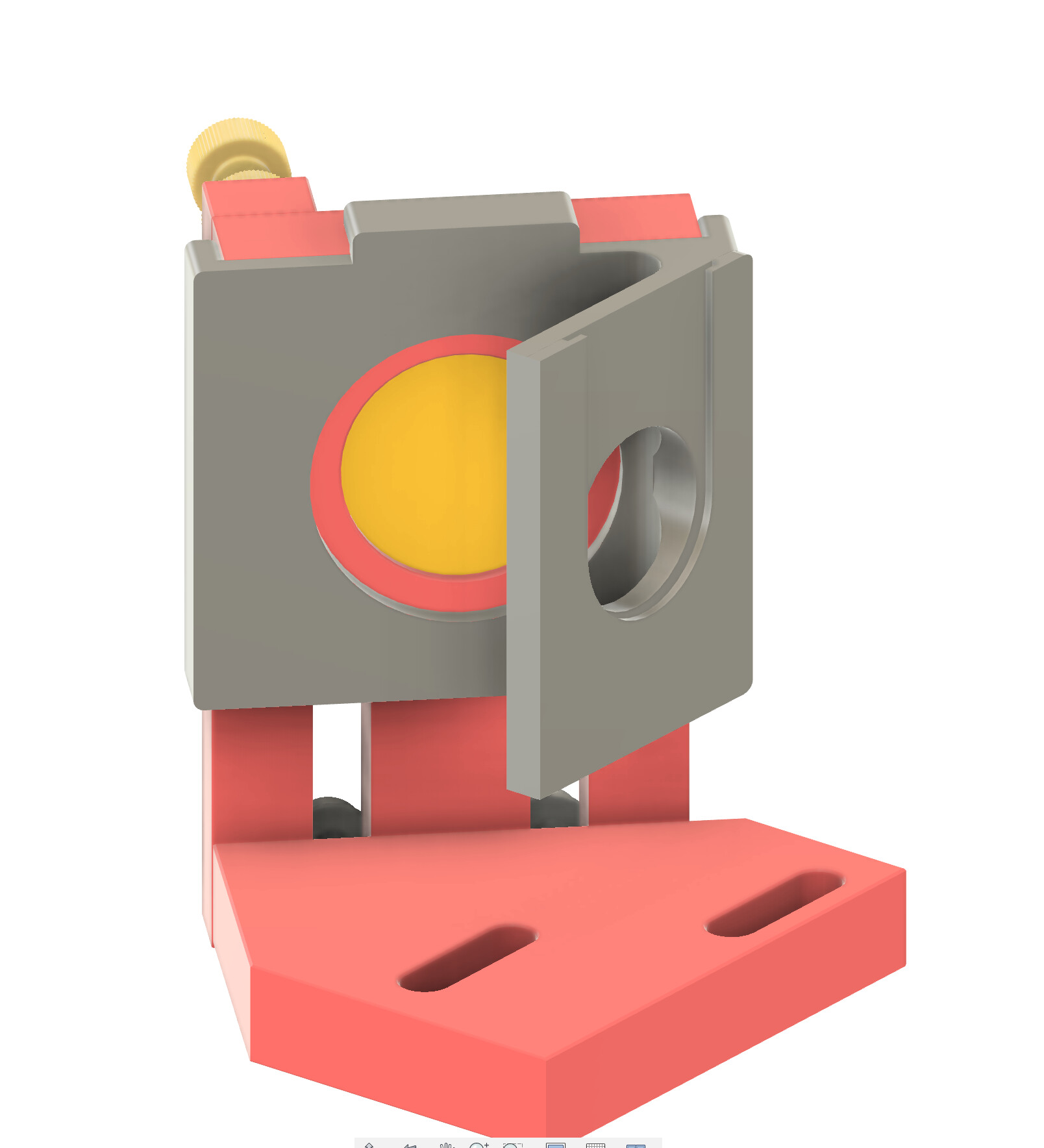
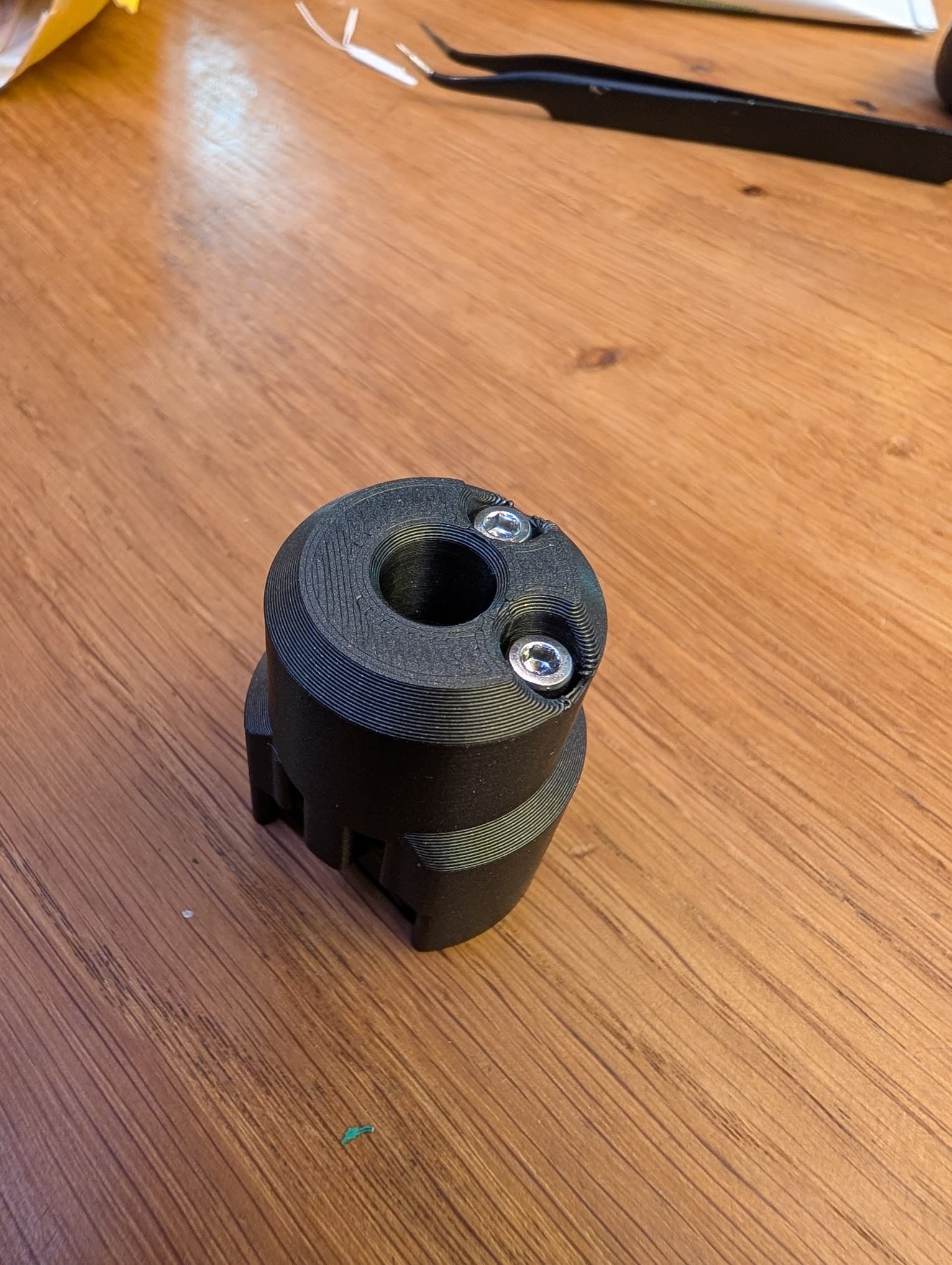
Daher hatte ich gestern die Idee den Laserpointer an der Öffnung der Röhre selbst an zu bringen und so das ganze ohne pulsen auszurichten. Dafür habe ich einen Halter entworfen, mit dem der Laserpointer vorne an der Röhre befestigt werden kann, was soweit auch sehr gut funktioniert hat und das ausrichten dann auch relativ angenehm ermöglicht.
WIe gesagt, hat dies vom Prinzip gut funktioniert, aber leider ist die Öffnung, die mit einer (Messing?) Kappe versehen ist nicht perfekt in Flucht ausgerichtet zur röhre Selbst, so dass ein Testpuls nach ausrichten mit dem Laserpointer heute leider etwas daneben lag.
daher habe ich eben den Halter nochmal ein kleines bisschen überarbeitet um 2 Stellschrauben für Höhen und Seitenverstellung zu integrieren. D.h. wir werden morgen Abend einen Testschuss machen, anschließend den Laserpointer rein machen und den Laserpointer mit den einstellschrauben so ausrichten, dass der Laserpointer Deckungsgleich mit der Laserröhre ist, dadurch sollten wir dann in der Lage sein die Spiegel korrekt auszurichten (Daumen drücken bitte!! )
Ich habe ein Thermomoeter in das Wasserresorvoir für die Wasserkühlung rein gemacht. Ich hatte vor kurzen mal mit ChatGPT die thermische Kapazitet vom Lasercutter und der Wasserkühlung ausgerechnet und das Ergebnis was nicht sonderlich gut:
Kurz & knackig:
Temperaturbereich: Ziel ~18–22 °C (Herstellerempfehlungen meist 15–25 °C). >25 °C sinkt Leistung & die Röhrenlebensdauer leidet, >30 °C vermeiden. Zu kalt (unter Taupunkt) → Kondenswasser an Röhre/HV-Anschlüssen = Risiko. sptlaser.net+2Trotec Laser GmbH+2
Euer 30–50 L-Wasserbehälter (ohne Radiator): wirkt nur als Wärmespeicher. Überschlag bei ~100 W-Röhre (≈ ~700 W Abwärme):
50 L: +~12 °C/h → von 18 → 25 °C in ~35 min
30 L: +~20 °C/h → von 18 → 25 °C in ~21 min
⇒ Für kurze Jobs okay; für längere Schnitte braucht ihr Chiller/Radiator oder Eisflaschen/Wasserwechsel.
Praxis-Tipps: Start bei ~18–20 °C, Temperatur kontinuierlich messen, bei 24–25 °C pausieren/kühlen. Nicht unter den Taupunkt regeln (Raumluftfeuchte beachten). Durchfluss grob 2–5 L/min. Reci Laser+1
erster Schritt wird jetzt hier sein mal konkret die thermische Belastung der Röhre bzw. des Kühlwassers zu beobachten. Falls sich die obige Berechnung in der Praxis bestätigt müssen wir uns irgendwann evt. mal Gedanken über eine andere Art von Kühlung machen.
Abgesehen von der Temperatur sollten wir auch auf jeden Fall das Wasser einmal erneuern und in dem Zuge versuchen die Röhre etwas „durch zu spülen“ da mir nach der Reinigung einiger Dreck inner halb der Röhre im Wasser aufgefallen ist. Evt. beinträchtigt auch das hier die Leistung:
Die ganze Arbeit scheint sich endlich aus zu zahlen, ich habe heute mit @Mipra zusammen mit dem neuen verbesserten Laseradapter und Spiegel Ausrichthilfen den Laser relativ schnell ausrichten können.
Y Achse ungefähr mittig positionieren, damit man die Zielscheibe gut sehen kann
mit dem Laser einen Puls auf die Zielscheibe auslösen, damit wir einen Referenzpunkt haben auf den der Laser aktuell trifft. Die Zielscheibe bleibt drin und die X/Y Achsen werden nicht bewegt!
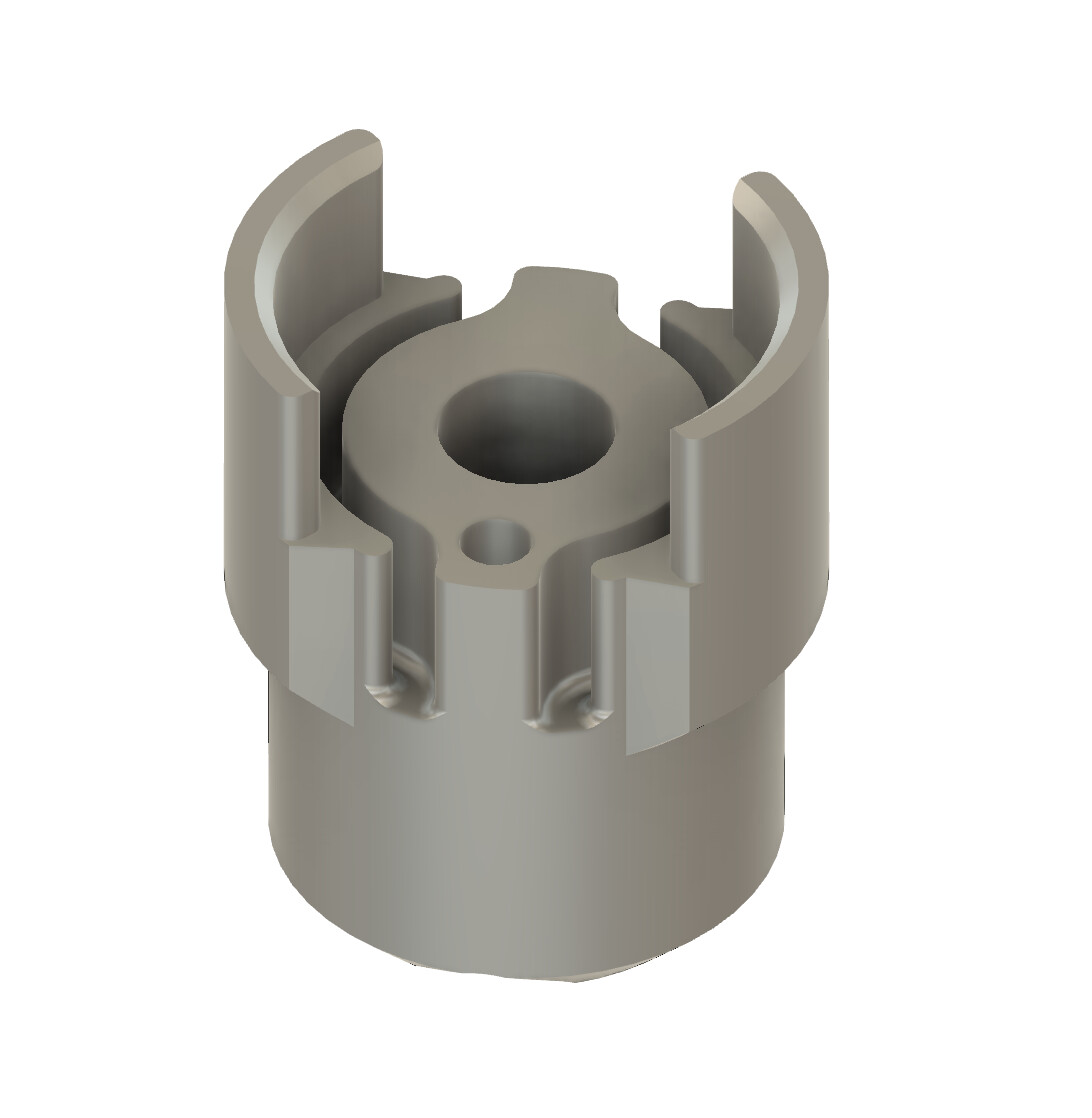
9MM Laserpointer mit Batterien bestücken, zuschrauben und in den Laseradapter einführen bis der Laser nicht mehr hinten „raus steht“
Anschließend wir der Adapter vorsichtig auf die Öffnung der Co2 Röhre gesteckt und kontrolliert, ob der rote Laserpunkt deckungsgleich mit der verbrennung vom Pulsen der Röhre ist. Falls nicht wird der Adapter ab genommen und mit den Schrauben vertikal oder horizontal so ausgerichtet, dass der Laserpointer möglichst Deckungsgleich mit der verbrennung ist.
Jetzt eine neue Zielschreibe in den 2. Spiegel einsetzen und dann die Y Achse nach ganz vorne fahren. Dort den Punkt merken oder markieren und Anschließend die Y Achse nach ganz hinten. Der rote Punkt sollte im Idealfall von vorne bis hinten an der gleichen Stelle auf der Zielscheibe bleiben.
Mittig oder nicht ist erst noch nicht relevant. Es ist nur relevant, dass der Punkt nicht wandert.
Wenn der Punkt wandert muss er mit den Einstellschrauben am 1. Spiegel ausgerichtet werden, bis er nicht mehr wandert. Hier ist es wichtig die ACD Methode zu verstehen, die oben bereits beschrieben wurde in einem vorherigen Post.
Wenn der Punkt nicht mehr wandert, sondern von vorne bis hinten konstant an einem Punkt verbleibt kann noch durch paralleles einstellen der Laserhalterung der Punkt in die Mitte der Zielscheibe verschoben werden. Nach dem Verschieben auf jeden Fall nochmal Schritt 6 überorüfen und ggf. wiederholt einstellen bis der Punkt von vorne bis hinten mittig auf der Zielscheibe bleibt.
Zielscheibenhalterung am 2. Spiegel kann entfernt werden und stattdessen ein stück Klebeband auf die Öffnung am Spiegel 3 geklebt werden. Hier wird jetzt ähnlich wie im Schritt 6 der Laserpointer so eingestellt, dass er auf der ganzen Strecke von Links nach Rechts nicht mehr wandert und anschließend mittig ausgerichtet.
Klebeband von der Öffnung des Spiegels entfernen und auch die Linse unten entfernen. Jetzt muss von unten wo die Linse drin war Klebeband vorgeklebt werden. Auch hier sollte der rote Punkt nun Mittig sein, falls nicht muss mit den Einstellschrauben am 3. Spiegel der Punkt mittig ausgerichtet werden. Dies sollte an allen 4 Ecken X/Y kontrolliert werden, dafür am besten einen Spiegel unter die Öffnung halten damit man den Punkt sehen kann.
Laserpointer mit Adapter von der Co2 Röhre entfernen und einen Testpuls an allen 4 Ecken des Tisches, das Klebeband bleibt dabei an der unteren Öffnung des Laserkopfes. Das Klebeband sollte durchgängig mittig getroffen werden.
Endkontrolle und Kontermuttern der Spiegel vorsichtig fest ziehen.
Soweit so gut, hat etwas gedauert und könnte evt. auch noch einen Besser eingestellt werden aber die Abweichungen sind jetzt im Vergleich zu den vorherigen Tests erheblich besser.
Kühlung
Wir haben gestern ja auch ein Thermometer im Kühlwasserbehälter angebracht und hatten heute bereits nach 3-4 von den Testschnitten eine Temperatur des Kühlwassers von 27* erreicht, d.h. längere Projekte dürften hier wie befürchtet zu höhren Temperaturen führen, was die Lebensdauer und Leistung der Röhre negativ beinflusst.
Daher würde ich vorschlagen für die Kühlung einen Wasserkühler für Co2 Laser anzuschaffen, @Mipra hatter hier schon mal mit Erfahrung gesammelt und würde z.b. diesen von Vevor empfehlen:
Das wäre ein Wasserbehälter von ~6L, Pumpe und Radiator mit Lüfter mit dem die Abwärme abgeführt wird.
Kostenpunkt wäre für diesen aktuell ~100€ (kostenloser Versand)
Alternativ wäre z.b. so einer hier mit 12L Wasser und einem Kompressor um einen Besseren Wirkungsgrad zu erreichen:
Der neue Kühler wird wie die alte über den Kippschalter „Kühlung“ vorne am Laser betätigt, nicht wundern, beim Einschalten Piept die Kühlung 2-3mal.
Die Schläuche vom Laser zur Kühlung sind gerade noch etwas Knapp wenn man den Laser zur Wartung vor ziehen möchte, werde dafür noch neue Längere besorgen, behindern aber erstmal nicht die Nutzung.
Das Kaltgerätekabel vom Laser haben wir auch durch ein Längeres ausgetauscht, so dass dies nicht mehr „knapp“ vorne vor dem Laser her geht, sondern wie das Netzwerkkabel jetzt erst rechts am Laser vorbei und dann über den Laser hinter den Scharnieren des Deckels rüber zu den Steckdosen geht.
Nächste Woche erde ich noch meinen Vevor Kompressor mit bringen und mal ein paar Tests machen um es mit dem vorhandenen Kompressor im Space im Bezug auf Leistung + Lärm zu verlgeichen.
Unser Kompressor stand anfangs unten im Laser und hat dadurch auch viel Rauch gezogen. Ich vermute, dass der Luftschlauch leider auch darunter gelitten hat und ggf. ersetzt werden muss.
Nach mehreren Stunden ausrichten, nachdenken, ausrichten, verzweifeln, ausrichten, … ist der Laser nun wieder okayisch einsatzbereit.
Ich bin dabei, anders als @mneuhaus nach der reverse alignment Methode vorgegangen und konnte feststellen, dass Spiegel 3 nicht gut ausgerichtet ist, wodurch die Linse nicht mittig getroffen wird.
Mein Ablauf war dabei wie folgt (nur nicht wirklich strukturiert, da es mehrere Stunden gedauert hat)
alle Spiegel und Linsen reinigen
9MM Laserpointer mit Batterien bestücken, zuschrauben, in den Linsendapter einführen und anstelle der Linse montieren
Klebeband auf Spiegel 2 kleben
Spiegel 3 ausrichten, sodass der Laserpunkt beim Verfahren der X-Achse (links/rechts) nicht wandert
Die X-Achse hat rechts noch einen leichten Seitenschlag, wodurch der Punkt am Ende springt, das kann nur durch Ausrichten der Linearschiene korrigiert werden.
Spiegel 2 verschieben, sodass er mittig getroffen wird. Ich musste dafür noch ein Stück HDF unter kleben, da eine Verstellung in der Höhe nicht vorgesehen war.
Klebeband auf Spiegel 1 kleben und von Spiegel 2 entfernen
Spiegel 2 ausrichten, sodass der Laserpunkt beim Verfahren der Y-Achse (vorne/hinten) nicht wandert.
Die Y-Achse hat vorne einen leichten Höhenschlag und mir fällt nichts ein, wie wir den wegbekommen könnten.
Ggf. Schritte 5-7 wiederholen, sodass auch Spiegel 1 mittig getroffen wird, da sich dieser nur in der Höhe verstellen lässt.
den roten Laserpunkt auf dem Klebeband von Spiegel 1 markieren
den Laser bei 10% einen Puls abfeuern und die Laserröhre einstellen, sodass Spiegel 1 bei der Markierung getroffen wird
Eine Zielscheibenhalter an Spiegel 2 anbringen und eine Zielscheibe einlegen
Spiegel 1 so einstellen, dass der Zielscheibenhalter immer an der selben stelle getroffen wird
alles vorsichtig kontern und nochmal kontrollieren
Der Adapter für die Laserröhre hat bei mir nicht gut funktioniert. Vermutlich bin ich immer mal wieder dran gestoßen oder habe ihn zwischendurch falsch herum aufgesetzt.
Die Datei von @mneuhaus für den Rundtest liegt in Öffentlich/hub/lightburn-settings und ist als Rundtest auf dem Laser gespeichert.
Die Schnittparameter für 3mm HDF sind in Ligtburn mit 65mm/s, 85% und n=3 für den Fokuspunkt auf dem Material abgespeichert
irgendwo habe ich mal gelesen, dass für gute Schnittleistung der Fokuspunkt etwa 1/3 im Material liegen sollte