Nachdem ich mich heute entschieden habe für die Fräse die Spindel AMB 1050 FME-I DI zu kaufen, möchte ich hier den Weg der digitalen Ansteuerung beschreiben. Die die besagte Spindel lässt sich im Gegensatz zu der sehr weit verbreiteten Spindel AMB 1050 FME-I, digital ansteuern, ohne sie auseinandernehmen zu müssen. Das hat den Vorteil, dass die Garantie erhalten bleibt, außerdem ist es auch ganz nett, dass die galvanische Entkopplung der Netzspannung schon für mich gemacht wurde.
Die Soll-Drehzahl der Spindel wird dabei über ein 0-10V Signal angegeben. Diese Signalform ist weit verbreitet, lässt sich aber von dem Mikrocontroller in der Steuerplatine nicht direkt erzeugen. Denn dieser besitzt keinen echten analog-Ausgang. Zur Erzeugung des ‚analogen‘ Ausgangs wird PWM genutzt, dieses entspricht im zeitlichen Mittel einer analogen Spannung. Ein weiteres Problem besteht darin, dass der Mikrocontroller mit einer Spannung von 5V arbeitet, leider also zu klein für die hohen Drehzahlen.
Aus diesem Grund verwende ich folgende Schaltung:
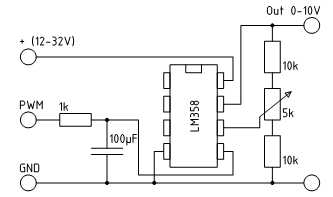
Sie besteht aus zwei Teilen: Unten links befindet sich ein Tiefpass 1. Ordnung bestehend aus dem Widerstand und dem Kondensator. Dieser glättet das PWM-Signal und macht daraus eine analoge Spannung. Der zweite Teil besteht aus einem OP-AMP. Dieser dient zur Spannungerhöhung, so wird aus dem 0-5V Pegel ein 0-10V Pegel.
Der Ausgang wird dann an die Spindel angeschlossen.
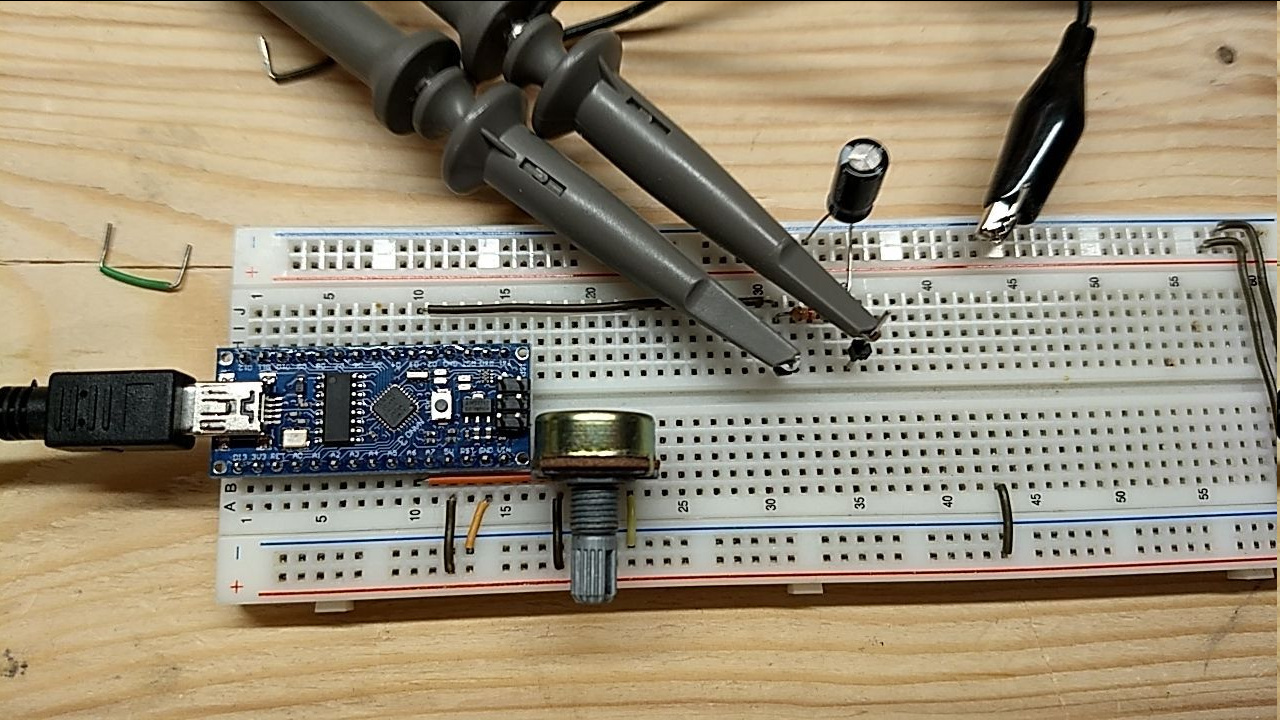
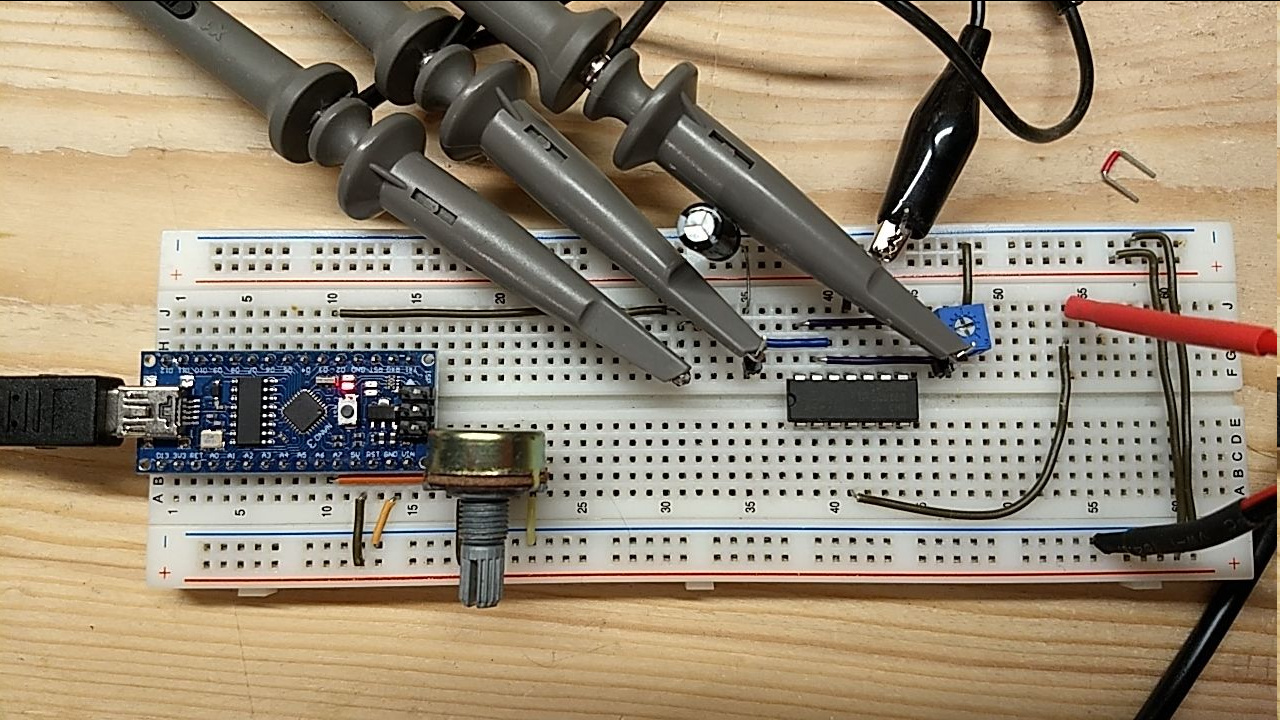
In einem ersten Schritt möchte ich die Schaltung auf einem Steckbrett ausprobieren, um die Funktion zu testen.