I would like to provide this for our makerspace but got this error:
06:22:23: can’t open file ’ /tmp/ .mount_Slic3rQPLSYS/usr/bin/resources/icons/printers/MakerspaceGT_AnycubicI3.png’ (error 2: Datei oder Verzeichnis nicht gefunden)
06:22:23: Failed to load image from file " /tmp/ .mount_Slic3rQPLSYS/usr/bin/resources/icons/printers/MakerspaceGT_AnycubicI3.png".
So I need to provide own printer Icons within the Appimage.
Best Regards
Michael
Darauf hin kam folgende Antwort:
Hello,
I finally have some feedback from developers.
Thing you reported seems to be a bit advanced and is not currently supported, but in future, we would like to.
There were already similar posts on our Github page - https://github.com/prusa3d/Slic3r/issues/934 , https://github.com/prusa3d/Slic3r/issues/1707
Feel free to coment there or start your own thread regarding the case.
Kind regards
Ich bin gerade dabei Voreinstellungen zusammen zu stellen.
Was ist denn da sinnvoll?
ich drucke meist nur in Draft Qualität mit 0,36 mm layer height und einer Geschwindigkeit von 80 mm/s.
Prusa selbst hat Einstellungen von 0,05 (ULTRADETAIL) bis 0,30 (DRAFT).
@Echo du hast doch irgendwo mal gelesen, dass 0,04 mm der Minimale Z Versatz ist wenn ich mich recht erinnere. Dann würden sich ja Profile im 0,04 mm Schritt anbieten:
0,04 ULTRADETAIL
0,12 DETAIL
0,16 GOOD
0,20 SPEED
0,28 DRAFT
0,36 UGLY
Dann haben wir noch 5 verschiedene Filamente (Hersteller muss ich noch nachgucken)
PLA schwarz
PLA rot
PLA transluzent
PLA 20-Farben Mix
FLEX schwarz (TPU)
Und zwei verschiedene Drucker haben wir auch noch:
Anycubic I3 Mega (bowden)
GEEETech i3
Bei den Druckern würde ich jedoch auch gerne die privaten mit Pflegen. Sollte bis auf die Druckbettkontur nicht viel ausmachen und verleitet vielleicht dazu, dass die Druckprofile zentral verbessert werden.
Die minimale Layerhöhe hängt von der Bauart ab. Sprich Spindel und minimaler Schrittweiter der Z-Stepper. Bei meinem ANET A8 sind es 0.04mm.
Mehr als 0.3mm würde ich auf keinen Fall machen. Bei einer 0.4mm Düse kannst du max 75% in der Höhe gehen. Oder so um den Dreh. Müsste ich nachlesen. 0.38 ist definitiv zu viel. Da haften die Layer nicht mehr richtig, oder du musst massiv mehr Material extruden.
0,36 mm habe ich nun schon öfter für Prototypen oder nicht sichtbare Teile verwendet und das hat auch ganz gut geklappt. Mir geht es aktuell auch darum, dass wir einigermaßen brauchbare Voreinstellungen haben. Daher auch die Benennung UGLY
Da ich aber sonst wenig gedruckt habe kann ich von sinnvollen Schichthöhen wenig Ahnung. Der PruserSlicer lässt ja auch zu, dass für bestimmte Z-Werte andere Schichthöhen verwendet werden.
Ich habe nun einfach die Profile von Prusa übernommen.
Diese sind:
0.05mm ULTRADETAIL
0.10mm DETAIL
0.15mm 100mms Linear Advance
0.15mm OPTIMAL
0.20mm 100mms Linear Advance
0.20mm NORMAL
0.35mm FAST
Für jedes Profil habe ich das Benchy Schiffchen gedruckt und zu dem 3D Drucker gestellt.
Prinzipiell bin ich mit den Ergebnissen auf dem Anycubic ganz zufrieden, werde aber noch ein paar anpassungen machen und die Linear Advance Profile und das 0.05mm ULTRADETAIL Profil raus nehmen.
Dann muss ich nur noch herausfinden wie sich die Konfiguration über git Verteilen lässt. Soweit ich das gelesen haben ist dies noch nicht vollständig für eigene Profile implementiert.
Das Eintragen einer anderen URL um das Profil für den Slicer zu aktualisieren funktioniert noch nicht richtig. Wer kann mich dabei unterstützen und ggf. einen pull request für Prusa schreiben? Der Slicer ist in C++ programmiert.
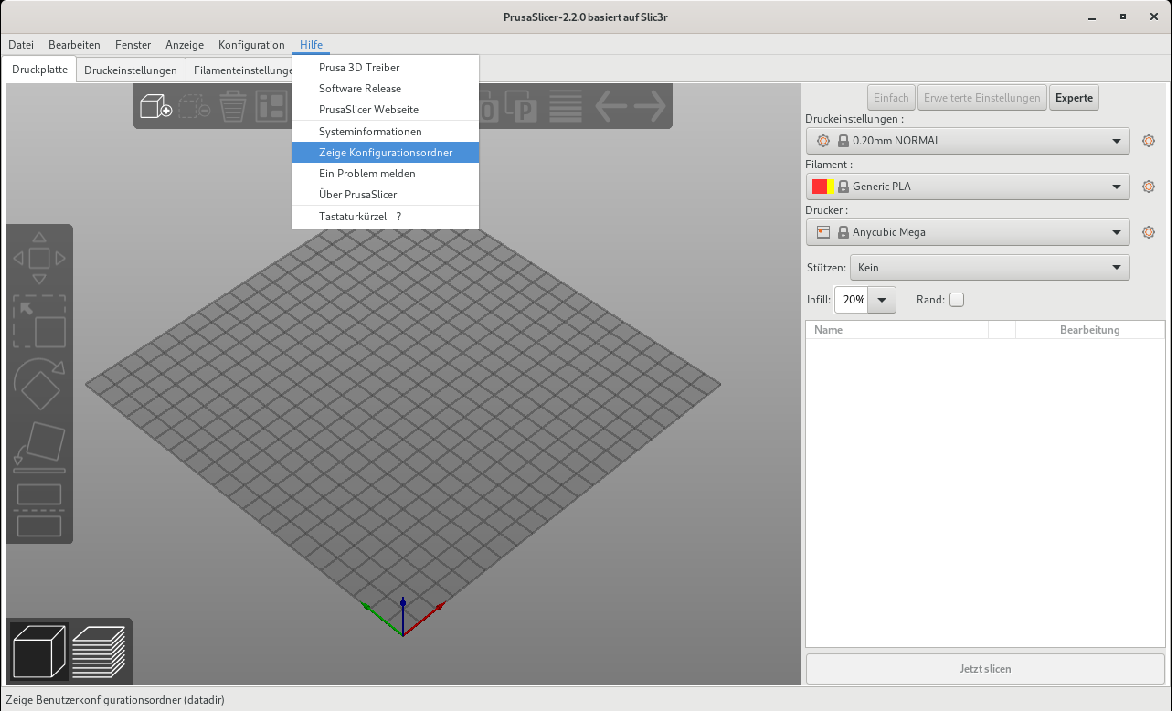
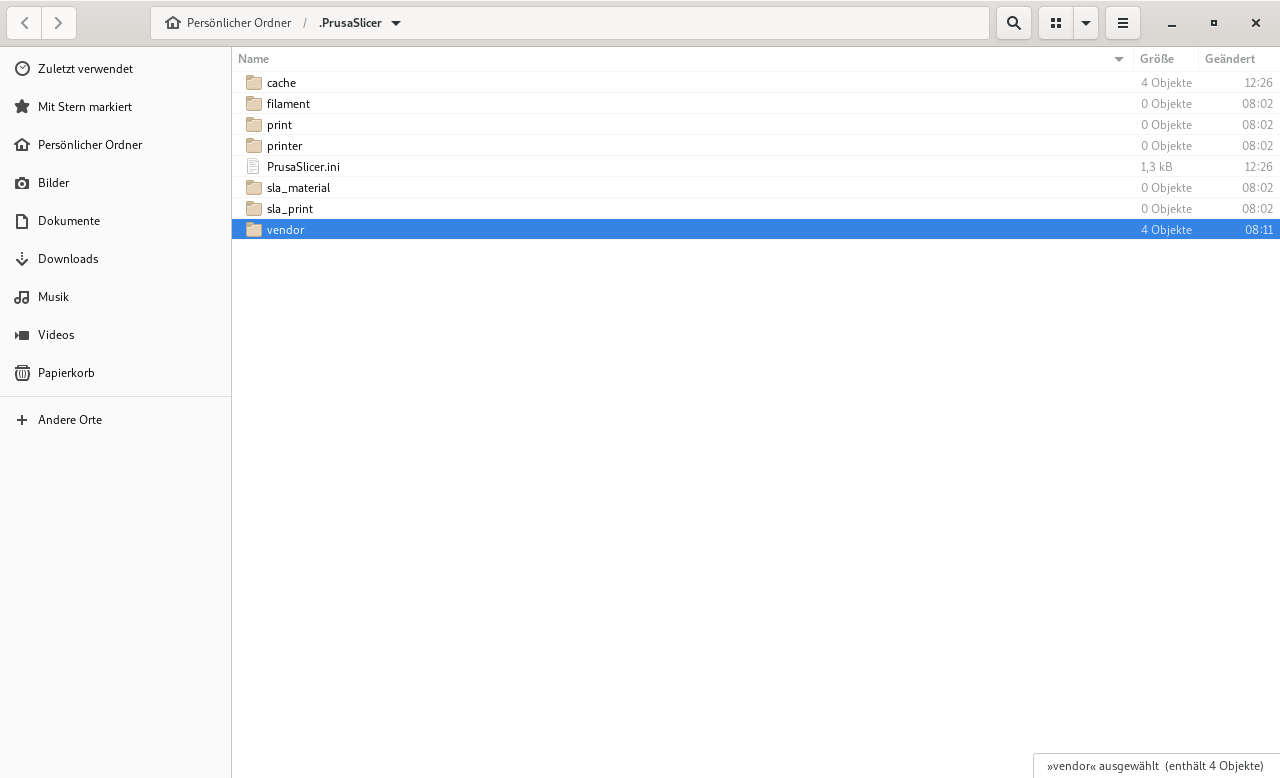
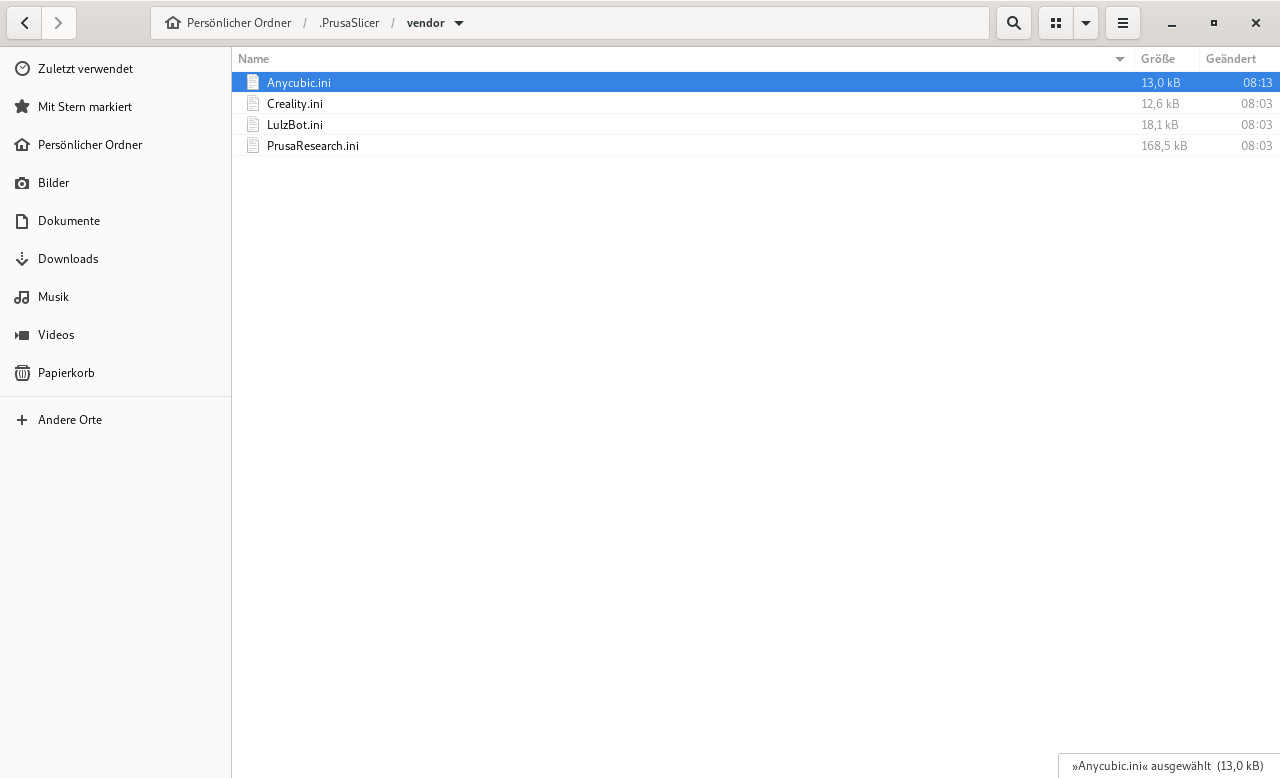
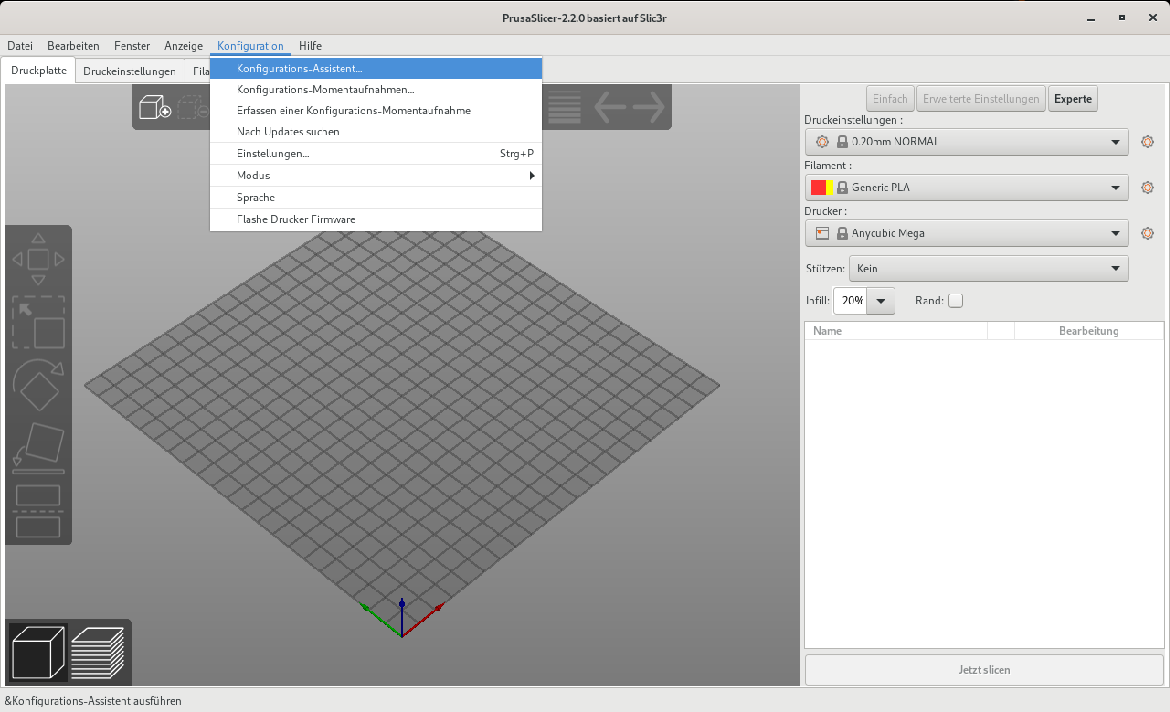
Am Mittwoch erzähle ich etwas zu der PrusaSlicer config .ini Datei.
Es soll darum gehen wie die Datei strukturiert ist und an welchen Stellen Änderungen gemacht werden müssen um Beispielsweise neue Drucker, Filamente oder Druckeinstellungen hinzuzufügen.