So, nachdem der Anycubic Vyper seinen neuen Besitzer gefunden hat werde ich bald anfangen mit dem Projekt Voron
Heute kommt das ASA Filament für die Plastikteile an, die ich auf meinem Prusa Mini drucken werden.
Nach einigem überlegen werde ich einen Voron Trident bauen (Nachfolger vom Voron 1.8), dieser Wurde im August aktualisiert und ist seit dem eine sehr gute Alternative zum Voron 2.4.
Beide Drucker sind CoreXY Drucker die auf Geschwindigkeit, Genauigkeit und Langlebigkeit ausgelegt sind.
Der Hauptunterschied zwischen dem Trident und dem 2.4 ist, dass beim Trident das Druckbett in der Z-Achse auf und ab bewegt wird und beim 2.4 das Bett fest ist und der gesamte XY Aufbau in der Z-Achse auf und ab fährt.
Beim der Vorgängerversion des Trident, dem 1.8 musste noch das Bett manuell justiert werden, dass ist bei dem Trident nicht mehr notwendig, sondern geschieht automatisch, dadurch, dass das Bett an 3 Punkten Kugelgelagert ist und mit 3 Steppern ausgerichtet werden kann.
Den Großteil der anderen Teile werde ich als Kit von https://magicphoenix.xyz/ beziehen, die Kits von da haben aktuell einen sehr guten Ruf in der Voron Community und das Trident Kit ist auch bereits in Sichtweite und müsste noch diesen Monat verfügbar werden.
Punkte, die mich aktuell an Voron sehr ansprechen:
sehr gute Dokumentation
sehr gute CAD Dateien, etc.
sehr lebendige Community mit detailiertem Austausch über exakte Hardware, etc.
So, das erste kleine Teststück ist auf dem Prusa MINI in ASA gedruckt.
Etwas was ich ja echt an ASA/ABS super finde ist, dass man es vernünftig schleifen und verarbeiten kann.
Gerade PLA ist einfach ätzend was schleifen, etc. angeht…
Ich mach mir jetzt die Druckaufträge für die Teile fertig und werde dann den ersten Auftrag starten
Ich hab jetzt bald die Teile in der Sekundärfarbe ( Devil Design | ASA Red ) fertig gedruckt.
Ich hab dafür meinen Prusa Mini in einen Schrank eingesperrt um Luftzüge zu vermeiden und durch das Heizbett ein „bisschen“ eine Heated Chamber zu haben.
Ich nutze das glatte PEI Druckbett, frisch mit IPA gereinigt und anschließend für das bessere haften noch mit 3DLAC besprüht.
Teilweise lösen sich die Teile minimal vom Druckbett, aber alles nur so minimal, dass es Funktional keine Probleme Darstellen dürfte.
Der Großteil der Teile ist Mittlerweile gedruckt
Manche sind etwas vom Druckbett angehoben aber ich werde erstmal damit starten und ggf. dann beim zusammen bauen neu Drucken, falls es nicht passt.
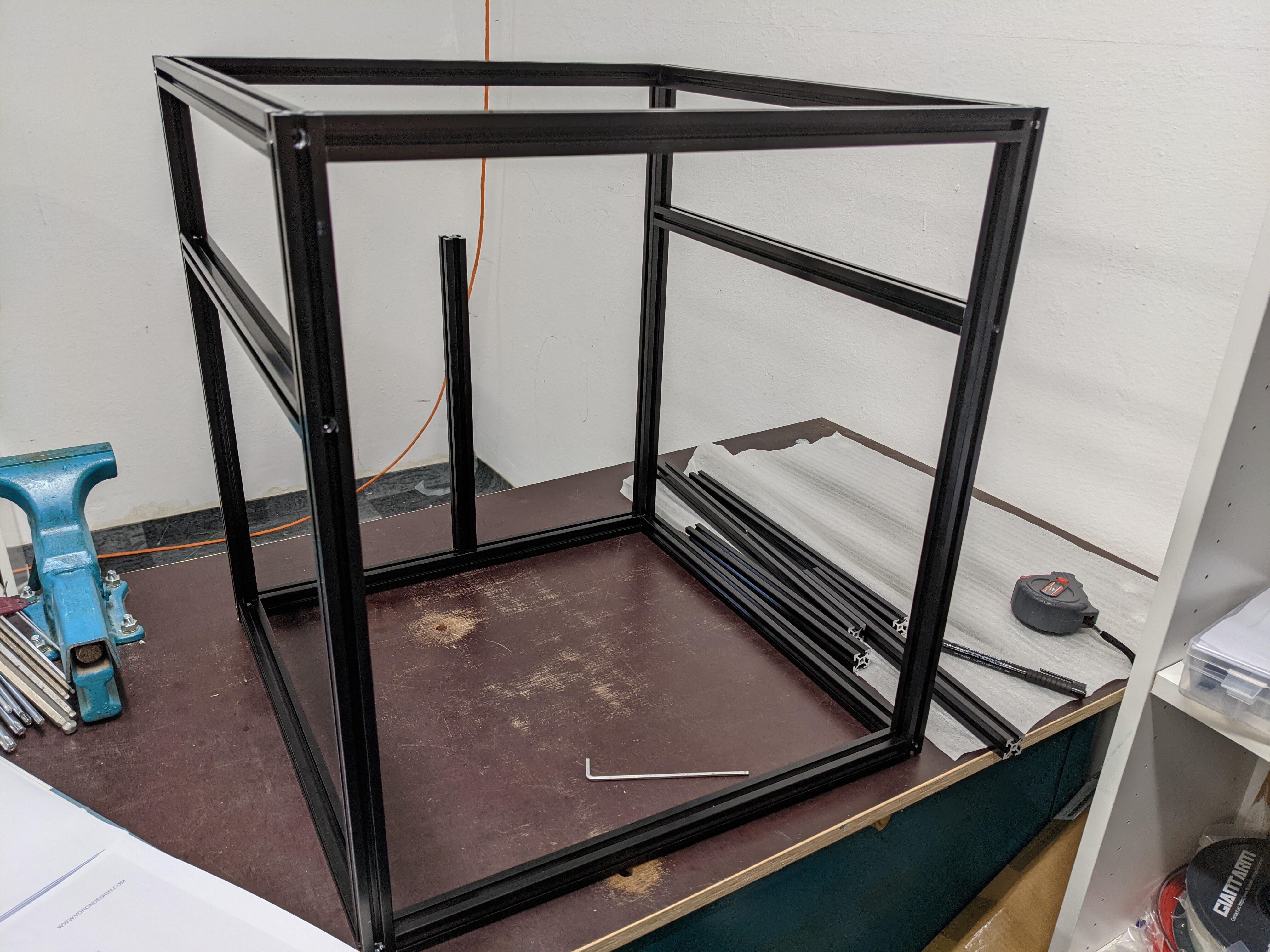
So, das Paket ist mittlerweile eingetroffen und schon grob in Augenschein genommen.
Insgesamt macht das Kit einen super Eindruck, auch super ist der extra Schraubenkoffer mit allen Schrauben/Muttern speziell für dieses Kit
So, ich hab mich heute dann mal ein wenig dran gesetzt und bis Seite 100 von 276 vorgearbeitet…
Ich muss echt sagen, die Anleitung ist hervorragend!
Und das Kit war bis hier hin auch vollständig problemlos.
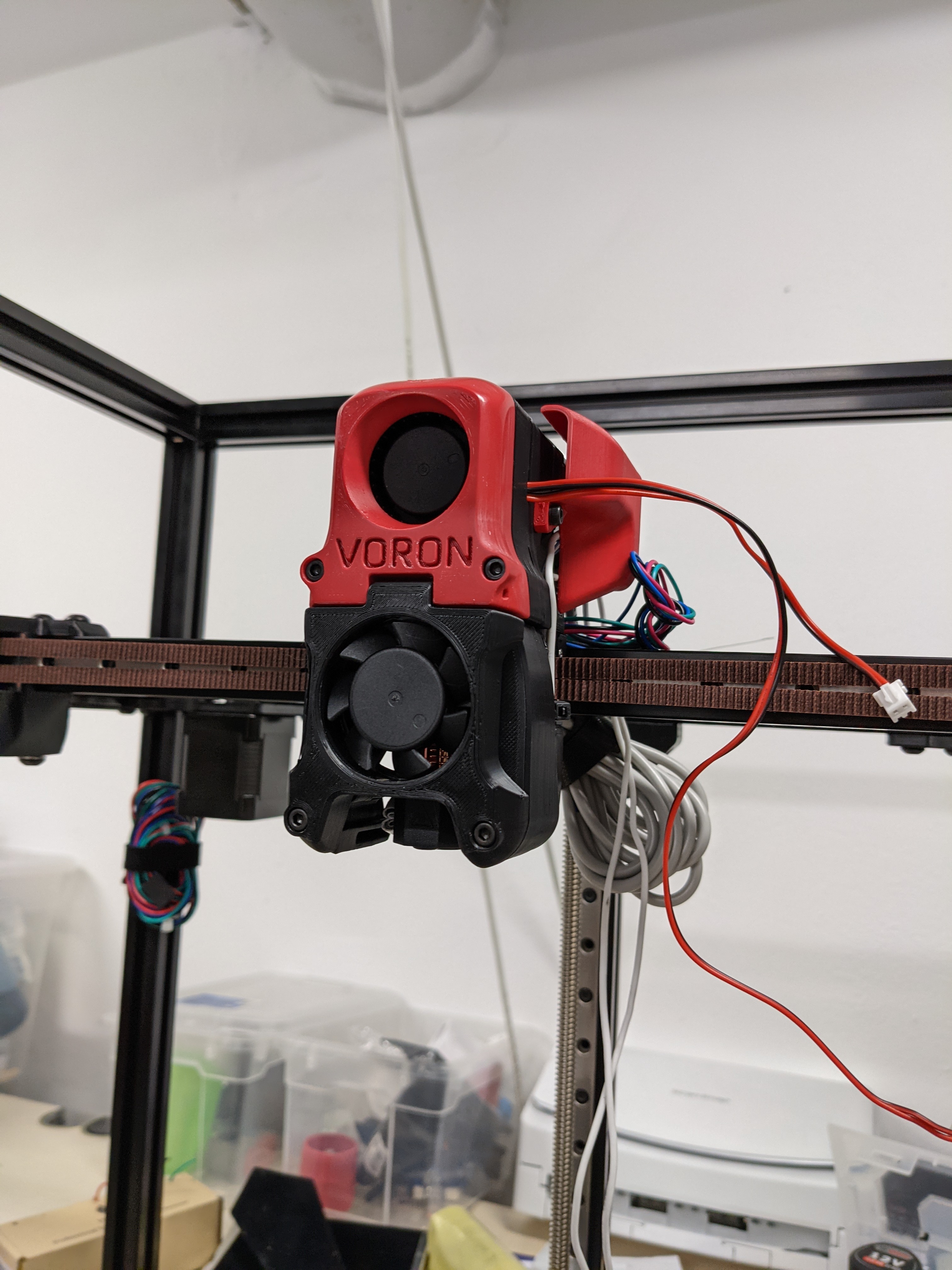
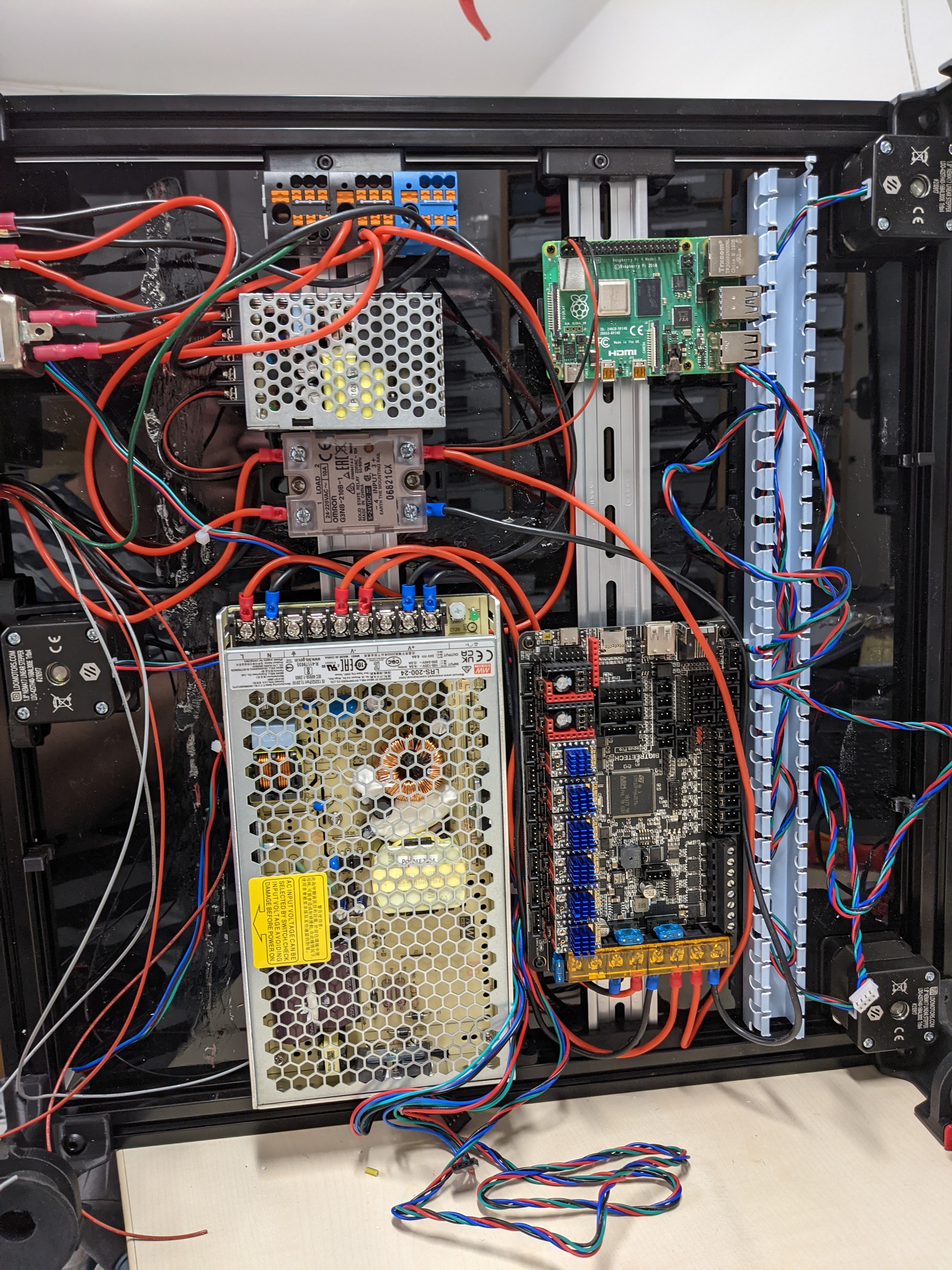
So, Verkabelung geht weiter, die X, Y und Z Stepper sind jetzt schon alle angeschlossen, der RaspberryPi ist mit MainsailOS bespielt, der Octopus Pro mit der passenden Klipper Firmware geflasht und die Stepper auch schon kurz auf Funktion überprüft
Mit etwas Glück kriege ich noch Sonntag Abend den ersten Testdruck ans laufen.
So, der Großteil der Konfiguration ist durch.
Ich habe jetzt auch direkt 2 extras mit eingebaut:
Klicky-Probe: diese Probe für das automatische ausrichten des Bettes und auch zum ermitteln des Bed-Meshes zur kompensation basiert auf einem kleinen Microtaster, der bei Bedarf am Hotend befestigt wird (automatisch durch Macros mit Magneten). Beim drucken wird dieses in der Halterung geparkt.
Z_Calibration: das ist ein Plugin, das gut mit der Klicky-Probe zusammen arbeitet, hierbei wird der Z-Offset der Nozzle zum Bett voll automatisch ermittelt, damit braucht man nie wieder manuell einen Z-Offset ermitteln, egal welche Nozzle oder welches Flexibles Druckbett man auflegt. Dies wird automatisch durch messen der Nozzle, der Klicky-Probe und des Bettes erreicht.
Das LCD und so die Verkleidung unten hab ich auch schon dran, als nächstes kommt ein Testdruck mit PLA und anschließend müssen noch die Wände und der Deckel dran um auch ABS, etc. gut drucken zu können.
Was ich auch noch einbauen werde ist eine Möglichkeit die Nozzle vor dem drucken automatisch zu reinigen, dafür gibt es schon ein Mod( Decontaminator Purge Bucket & Nozzle Scrubber) den ich aber nicht so super finde.
Ich hab schon ein kleines bisschen experimentiert und werde da denke ich einen eigenen Mod für machen, der Hochtemperatursilikon in Form einer Wabenstruktur mit Auffangbehälter da drunter nutzen wird. Hier ein erster Testguß von solchem Hochtemperatur Silikon (bis 450C):